
Form Wash odstrani nestrjeno tekočino iz površine vašega natisnjenega modela z uporabo izopropil alkohola (IPA). Ponuja enoten, dosleden in avtomatiziran proces čiščenja. Enostavno samo prenesete delovno ploščo z vašim natisnjenim modelom iz Form 2 v Form Wash ali postavite kose v košarico, ki je vključena s From Wash, nastavite čas čiščenja in naprava bo spustila natisnjene kose v alkohol ter pričela s čiščenjem. Po čiščenju Form Wash samodejno dvigne delovno ploščo in košarico iz izopropil alkohola. (more…)
3D Tisk

Formlabs – kako naredimo transparentne 3D natisnjene kose z uporabo ”Clear” smole
![]()
Formlabs-ova ”Clear” smola je odlična izbira za izdelovanje prosojnih kosov – z pravilnimi koraki post procesiranja pa lahko ti kosi postanejo tudi transparentni oz. prozorni.
Z spodaj opisanimi metodami post procesiranja lahko tudi vi ustvarite prozorne 3D natisnjene kose, ki so primerni za vrsto različnih aplikacij, od optike pa do cevi za cevne žarnice. Metode so različne, od preprostih in hitrih za zadovoljivo prozornost kosov pa do posebnih tehnik, ki zagotavljajo optično prozorne kose.
Formlabsova ”Clear” smola je idealna za prikaz notranjih podrobnosti kosov, ohišij LED luči ali pa za izdelavo oken. Formlabs in njihove stranke so že v praksi ustvarili popolnoma optično prozorne leče za popolnoma 3D natisnjen fotoaparat, Fresnel optično ploščo, ki je trenutno razstavljena v New York-u (ena izmed največjih leč na svetu) ter za vrsto multifluidnih naprav.
![]()
Slika 1: Formlabs-ov aplikativni inžinir Amos Dudley je skonstruiral in 3D natisnl leče za 3D natisnjeno kamero, vidno na sliki.
METODE ZA POST PROCESIRANJE 3D PRINTOV, NATISNJENIH Z ”CLEAR” SMOLO
Testiranih je bilo kar nekaj metod za post procesiranje kosov, ki so bili natisnjeni z ”Clear” smolo. V tem članku si bomo ogledali ročno brušenje, nanos prozorne plasti ter namakanje smole. Vsaka izmed navedenih možnosti zahteva različne stopnje vloženega truda. To pa je odvisno od stopnje prozornosti ter kvalitete površine, ki jih vaš natisnjen kos zahteva.
ROČNO BRUŠENJE IN POLIRANJE
Aplikacija: Ročno brušenje in poliranje je lahko efektivno za tiske preprostih oblik z majhnim številom podrobnosti, vendar pa je lahko manj primerno za post procesiranje kompleksnejših modelov. S to metodo je izjemno težko doseči popolno optično transparentnost kosov.
Brusiti boste morali z brusnimi papirji z zelo fino zrnatostjo, če želite ročno post procesirati prozoren kos do te mere prozornosti, ki je lahko primerljiva npr. z povečevalnim steklom. Vendar pa je ta metoda izjemno zahtevna, če želite popolnoma odstraniti vse vidne linije posameznih plasti tiska – opazite namreč lahko mikro-raze, ko pregledujete kos pod majhnim kotom pod dobro svetlobo.
Navodila: Uporabite vrsto brusnih papirjev, katerih zrnatost se počasi povečuje. V tem koraku želimo doseči karseda gladko površino. Kos nato očistimo z akriličnim čistilom ter ga obrišemo z krpo iz mikrovlaken.
Pri zrnatosti brusnega papirja okoli 3000 postanejo kosi, natisnjeni z metodo stereolitografije (SLA), izjemno gladki na dotik, hkrati pa pridobijo na sijaju. Pri zrnatosti brusnega papirja 12000, površine lahko postanejo reflektivne. Poizkusite uporabiti nabor brusnih papirjev, katerih zrnatost se povečuje od 400 do 120000 s korakom 200. Ta postopek moramo izvajati počasi in previdno, saj se s tem izognemo pojavu prask, ki so posledica brušenja s prejšnjo zrnatostjo brusnega papirja.
Na povezavi https://support.formlabs.com/hc/en-us/articles/115000024564-Polishing-Clear-Resin-for-a-Transparent-Finish so na voljo podrobnejša navodila glede ročnega brušenja, vključno z zadnjim korakom post procesiranja (finiš z akriličnim sprejom).
Če želite doseči, da je kos le pol-prozoren, potem lahko uporabite le mineralno olje, da s tem ustvarite enakomerno kvaliteto površine ter očistite kakršnokoli umazanijo iz kosa.
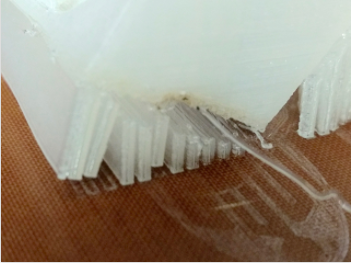
![]()
Slika 2: Stestiranih je bilo kar nekaj metod za poliranje prozornih 3D printov, od ročnega brušenja ter poliranja do nanosa plasti s sprejem in namakanja kosov v ”Clear” smolo.
NANOS PROZORNE PLASTI S SPREJEM
Aplikacija: Nanašanje plasti s sprejem je hitra in preprosta metoda iz izboljšanje prozornosti kosov brez da bi preveč negativno vplivali na podrobnosti samega kosa. Ta metoda je učinlovita za vse vrste modelov, saj lahko s tem nanesemo plasti na najkompleksnejše podrobnosti, ki jih je sicer težko fizično doseči z navadnim brušenjem in poliranjem.
Z nanosom prozorne plasti odstranimo linije posameznih plasti s kosa ter ga zaščitimo pred UV svetlobo, ki lahko povzroči, da kosi postanejo rumeni (nenamerno post curanje). Če želite doseči popolnoma gladko površino, podobni steklu, najprej izvedite ročno brušenje in poliranje pred nanosom prozorne plasti; več kot brusite in polirate pred nanosom plasti, boljša bo prozornost kosa. Ta dodatni korak je odlična izbira za post procesiranje prototipov, ki morajo imeti izgled podoben transparentni plastiki, npr. za raznorazne ovitke izdelkov, steklenice ter mikrofluidike.
Navodila: Obstaja kar nekaj možnosti za nanos prozorne plasti, od poceni sprjev pa do produktov, ki zahtevajo njim posebej namenjen prostor ter orodje.
- Prozorni spreji za splošno uporabo: možnosti variirajo od solidnih ter poceni sprejev kot so npr. Rustoleum Painters Touch 2X do nekoliko dražjih sprejev kot je npr. Spray Mx 2k Clear Glamor.
- Spreji za avtomobile: Produkti, kot so Lesonal Universal Clear (akrilični uretanski prozorni sprej), zagotavljajo doseganje visokega sijaja. Narejeni so bili za sušenje na zraku ali v peči, vendar pa zahtevajo temu produktu namenjena orodja, kot so npr. pištola za sprej ter posebej namenjen prostor, kjer lahko izvedemo nanos prozorne plasti. Preden uporabimo ta produkt, moramo na kos nanesti osnovno plasti.
Če želite uporabiti to metodo, morate najprej kos očistiti z izopropilnim alkoholom (IPA) ter ga do konca posušiti. Ne post-curajte kosa preden nanjga nanesete sprej, saj to lahko povzroči rumenenje kossa. Pustite, da se kos posuši na zraku. Potem ko je kos popolnoma suh, nanesite dve ali tri plasti prozorne plasti v karseda neprašnem okolju.
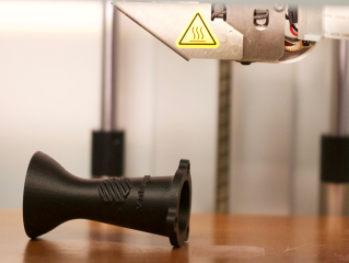
![]()
Slika 3: Za veliko lečo, ki je sedaj razstavljena na Newyorškem Times Square-u, so Formlabsovi inženirji uporabili Lesonal Universal Clear sprej.
NAMAKANJE SMOLE
Aplikacija: Ta metoda je najboljša takrat, ko potrebujete le najbolj prozorne kose. Deluje samo na ravnih oz. skoraj ravnih površinah, kot so npr. leče in okna.
Namakanje smole rezultira v kosih, ki so ekstremno gladki, z jasnimi in ostrim odbojem svetlobe z površine kosa.
Ta tehnika se sicer lahko uporablja tudi za dosego večje gladkosti na drugih 3D natisnjenih kosih oz. drugih SLA materialih, vendar za ceno zmanjšanih detajlov kosa.
Navodila: Nanesite ”Clear” smolo na kos npr. z kapljicami iz brizgalke, oz. z namakanjem kosa v smolo. Viskozna smola bo zapolnila raze in praske, s tem pa bomo dosegli popolnoma gladko površino.
Plast smole mora biti karseda tanka, hkrati pa mora odstraniti vse linije plasti. Odstranite kakršnekoli mehurčke z brizgalko. Popolnoma post-curajte kos z pravilnimi nastavitvami, potem pa ponovite proces še za drugo stran kosa, tako z uporabo metodo namakanja kakor tudi post-curinga.
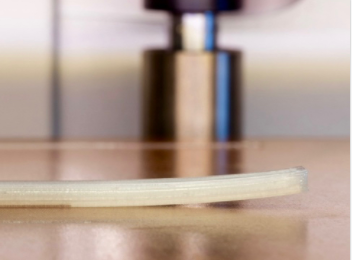
![]()
Slika 4: Tri stopnje namakanja leč; na levi je končni produkt.
OPOZORILO: Če boste uporabili metodo namakanja npr. za leče, potem boste spremenili goriščno razdaljo leč. Za 3D natisnjene leče, primerne za fotoaparat, je Formlabsov aplikativni inženiir Amos Dudley skonstruiral in natisnil napravo za testiranje leč (https://formlabs.com/blog/creating-camera-lenses-with-stereolithography/).
VIR: https://formlabs.com/blog/3d-printing-transparent-parts-techniques-for-finishing-clear-resin/?utm_source=direct&utm_medium=email&bxid=3737062&mkt_tok=eyJpIjoiWm1VNE9USmtZVGt4TXpndyIsInQiOiJHbHhncXA3M21lTHJvaHR5NjhnN3pDRldUVFZNOTZRdTZLcjhVd1l1YkJWV3d2OE5TK1Q1UkUzQThTc08rbzJqa21raHpXdjJ2SjExa0x1ZW5XNWxwemZnaW5lSUhxQlwvXC9rXC9vQkxLcis0a21mMkU4VVAwK2pvVXR3MDFyRktCYiJ9
Markforged – označite svoje kose s polnilom za gravure

Za dosego boljše aestetike vaših 3D tiskanih modelov na Markforged tiskalnikih je možno modele barvati na različne načine. Če želite na vaškos dodati nek tekst, ki je dobro čitljiv in razločen, je lahko ta proces barvanja časovno zamuden. To velja še posebej v proizvodni industriji, kjer morajo proizvajalci njihove kose in orodja ustrezno označiti zaradi večje preglednosti. Pri kosih in orodjih podobnih oblik, je označevanje ključnega pomena za dobro organizacijo! V sledečem članku vam bomo pokazali preprost in hiter način, da dokončate vaše tiskane kose z posebnim polnilom za gravure.
Napolnite vašo gravuro na 3D tiskanih kosih s tem preprostim trikom.
1. IZBOR POLNILA ZA GRAVURE
Če še niste seznanjeni s polnili za gravure, se le-te uporabljajo za obarvanje jedkanih ter graviranih površin, s tem da se te utore napolni s polnilom podobnim vosku. Ena izmed vsakdanjih stvari, kjer je takšen način barvanja in polnjenja gravur uporabljen, je na žogah oz. kroglah za keglanje – logo proizvajalca je najprej vgraviran v samo kroglo, nakar se uporabi polnilo za gravure, da se ta logo tudi obarva. Prav to polnilo za gravure je primerno tudi za barvanje 3D tiskanih kosov. Najdemo ga na sledeči povezavi: http://bowlerx.com/Bowling-Ball-Engraving-Filler-Fluorescent-Paint-Sticks-FLFILLER.htm.

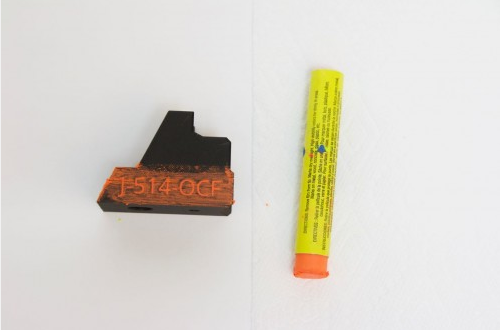
Vse kar potrebujete je polnilo za gravure (desno na sliki), papirnato brisačko ter vaš natisnjen kos (levo na sliki).
2. OBLIKOVANJE GRAVURE
Pri oblikovanju same gravure moramo biti zelo previdni – gravuro moramo ustrezno zmodelirati v uporabljanem CAD programskem paketu. Polnilo bo namreč napolnilo gravuro do konca. To pomeni, da morate gravuro predhodno narediti kot gradnik tekom modeliranja samega kosa.
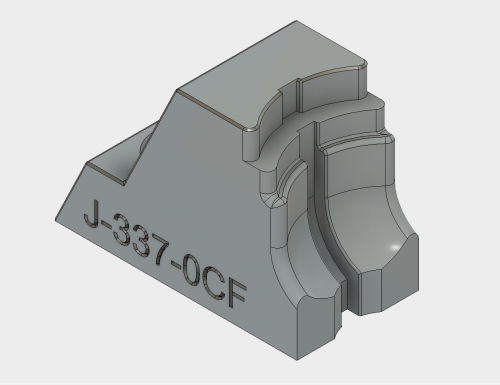
Vgraviran tekst znotraj CAD modela. Tekst je bil narejen s pomočjo ustrezne skice ter operacije ”Cut Extrude”
Globina in širina vgraviranega teksta je pomembna – če je gravura preširoka, se lahko polnilo prehitro odstrani iz same gravure. Če je gravura pregloboka, pa moramo gravuro večkrat zaliti s polnilom, da dobimo ustrezen rezultat. Izkušnje govore, da je najbolj primerna širina gravure od 0.5 mm-1 mm ter globina gravure 0.5 mm. Iz opravljenih testov je bilo ugotovljeno, da pri širini gravur od 1.5 mm navzgor, polnilo prelahko odpade iz kosa. Polnilo se lahko tudi opraska, kar nam da neprimeren rezultat. Večina polnil za gravure je neonskih ali fluorescenčnih barv, razlog pa je v tem, da je napis jasno viden, tudi pri tanjših geometrijah.
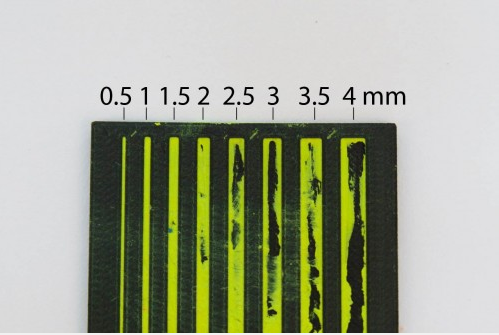
Zgornja slika prikazuje rezultat testa širin gravur, ki so zalite s polnilom. Iz slike lahko vidimo, da da najboljši rezultat širina gravure od 0.5 – 1 mm.
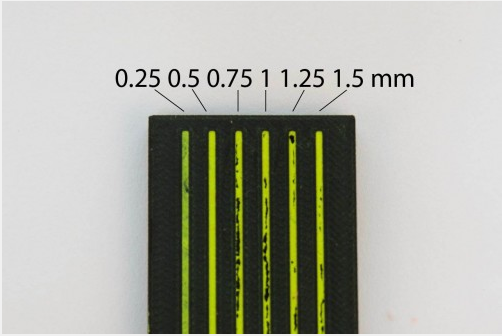
Zgornja slika prikazuje rezultat testa globin gravur, ki so zalite s polnilom. Iz slike lahko vidimo, da da najboljši rezultat globina gravure 0.5 mm.
3. TISKANJE MODELA
Ko ste uspešno zmodelirali vaš kos v vašem 3D CAD modelirniku, je čas, da natisnete vaš kos na vašem 3D tiskalniku. Gravure se najlepše natisnejo, če jih namestite na zgornje ali stranske površine vašega kosa. Če želite vaše gravure dodati na spodnje površine vaših kosov, dodajte posnetja, zato da se izognete potrebi po prevelikem številu podpor.
4. NANESITE POLNILO V GRAVURO
Potegnite vaše polnilo za gravure preko samih gravur ter preko površine na 3D tiskanem kosu, na katerem je gravura – površina se bo ”umazala” z polnilom, vendar pa lahko to polnilo zlahka odstranimo z navadno papirnato brisačko. Če potegnete vašo brisačko preko gravur, se bo polnilo lepo usedlo znotraj gravure.
Kos z nanešenim polnilom preko gravure te ustrezne površine.
5. ODSTRANITE ODVEČNO POLNILO
Z uporabo navadne papirnate brisačke pobrišite odvečno polnilo s površine vašega kosa. Opazili boste, da se polnilo lepi samo takrat, kadar je znotraj same gravure – s tem se utor lepo zapolnil. Če je potrebno, lahko vašo brisačko tudi zmočite za lažje odstranjevanje odvečnega polnila.
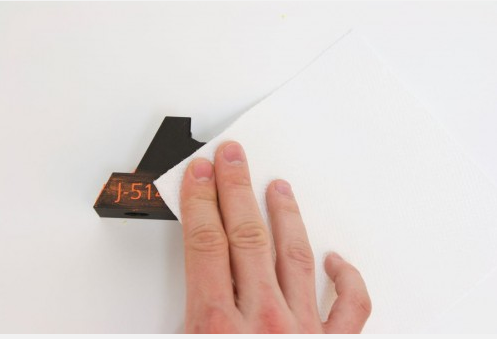
Brisanje kosa s papirnato brisačko.

Vgraviran kos je sedaj pripravljen za uporabo!

Vgravirani kosi na način, opisan zgoraj, v podjetju IB-CADDY.
6. UPORABITE VAŠ KOS!
Sedaj je vaš kos natisnjen in ustrezno označen. Ta metoda je izjemno hitra in preprosta, z njo lahko jasno, razločno in očesu prijazno označite vaše kose. Z uporabo tega ponila, lahko vaše kose ustrezno pripravite tako v funkcionalnem kot aestetičnem smislu.

Uporabite polnilo za gravure, za označevanje vaših kosov.
7. DODATNI KOMENTARJI
Polnilo za gravure je torej zelo primerno za preprosto označevanje vaših 3D natisnjenjih kosov tako v funkcionalnem kot aestetičnem smislu. Vendar pa obstajajo primeri, ko ta način označevanja kosov ni najbolj primeren. Sam material polnila je izjemno podoben vosku, kar pomeni, da lahko polnilo odpade, če je površina, na kateri je gravura, v konstantnem stiku z neko drugo površino, in tam npr. prihaja do trenja. Vosek lahko v tem primeru odstopi iz samega utora gravure. Prav tako ima samo polnilo temperturno omejitev za uporabo, in sicer od -45°C pa do 60°C. Tako se v nekoliko povišanih ali znižanih temperaurah polnilo ne obdrži na kosu. Temperaturni razpon uporabe se lahko spreminja – to je odvisno od tipa polnila, ki ga uporabljate.
8. KJE LAHKO PRIDOBIMO TA POLNILA?
Polnila lahko naročite preko spleta na spodaj prikazanih povezavah. Polnila pridejo v različnih barvah in vrstah.
http://www.markal.com/solid-paint-markers/
https://www.hoffmann-group.com/SI/sl/hsi/Električno-orodje-in-delavniški-pribor/Označevanje%2C-magneti/Garnitura-univerzalnih-barvnih-pisal-12-delna/p/085080-W
https://sloteh.si/spletna_trgovina/markerji/trdni_barvni_markerji/71/marker_b_paintstik/
VIR: https://markforged.com/labeling-your-parts-with-engraver-filler/
Form2: na voljo je nov tank Resin Tank LT
Na voljo je nov tank za smolo imenovan Resin Tank LT (Long Term), ki je bil skonstruiran za veliko daljšo uporabo napram trenutnim tankom za smolo. Nov tank podpira večji volumen proizvodnje, primeren za profesionalne aplikacije, ki zahtevanjo konstistentne in natančne printe. Resin Tank LT ima torej daljšo življensko dobo v primerjavi z sedanjimi tanki.
Življenjska doba posameznega tanka je odvisna od tipa uporabljene smole oz. materiala, nastavitev posameznega printa ter splošnega vzdrževanja celotnega printerja. Za najboljše rezultate tiska, je potrebno uporabiti za vsako smolo poseben tank.
PREGLED ZNAČILNOSTI TANKA
Resin Tank LT vključuje ogorodje, narejeno iz plastike, ki je odporna proti raznoraznim kemikalijam. Spodnja stran je narejena iz prozornega akriličnega materiala, ki je prevleče z elastičnim materialom. Tank zadržuje tekočo smolo, medtem ko laserski snop potuje skozi akrilično okno ter tako strjuje fotopolimeričen material.
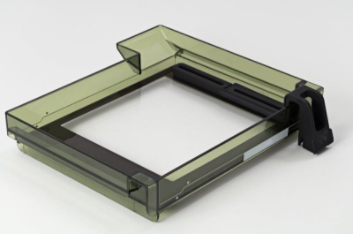
Nov tank za smolo Resin Tank LT
Resin Tank LT ima posodobljeno konstrukcijo, odporno proti kemikalijam, kar zagotavlja boljše delovanje tiskalnika za zahtevne profesionalne aplikacije.FormLabs priporoča uporabo tega tankaza smole, za katere se ve, da obrabijo tank hitreje kot druge (tabelo najdemo na sledeči povezavi: https://support.formlabs.com/hc/en-us/articles/115000018004#resin-tank-compatibility).
Nekaj podrobnosti o značilnostih tega tanka:
Zaščitni film: Na zgornji strani akriličnega okna tanka je nanešena tanka elastična plast, ki je še dodatno zaščitena z zaščitnim filmom. Zaščitni film ohranja natančnost tiskov, hkrati pa ščiti elastično plast pred meglejem, splošno obrabo ter kontaminacijo. Film poveča življenjsko dobo tanka na 30000 posameznih plasti (to je odvisno tudi od drugih faktorjev, kot je npr. vzdrževanje samega tanka). Da maksimizirate življensko dobo Resin Tank LT-ja, se izognite raznim poškodban filma, kot so npr. luknje in vdolbine.
Oblika, ki otežuje razlitje: Tank ima bolj izpostavljene stranske robove. To pomeni, da ga lažje in bolj trdno primemo, ko npr. menjamo material na tiskalniku. Nova oblika zagotavlja, da se da tank bolj trdno zapreti s pokrovom. Tudi do razlitja pride težje kot poprej.
Samodejna sprostitev brisalca: Brisalec se med menjavo tanka avtomatsko sprosti iz svojega zatiča, kar olajša in pospeši delo.
Oznake na tanku: Novi tanki imajo na sebi nalepko, na katero lahko pišemo vse potrebne informacije za lažjo razpoznavo ter organizacijo samih tankov. Priporočljvo je, da na tank napišemo vsaj tip smole, ki je v njem ter datum prve uporabe.
PRIPRAVA RESIN TANK LT-JA
Pri delu s samim tankom, v katerem je še necurana smola, priporočamo uporabo plastičnih zaščitnih rokavic.
Da do konca izkoristite novo obliko proti razlitju, zagotovite, da imate tank pokrit s plastičnim pokrovom predvsem pri transportu, shranjevanju, vstavljanju ter odstranjevanju tanka iz tiskalnika.
Resin Tank LT držite le za stranske robove. Izogibajte se prijemanju tanka na spodnji strani (kjer je akrilično okno), saj ga lahko tako umažete s prstnimi odtisi ali drugo umazanijo, kar bo privedlo do neprimernega loma laserske svetlobe ter posledično do propadlih printov. Spodnja stran tanka namreč spada med optične sisteme Form2 tiskalnika-optične površine morajo ostati čiste.
VSTAVITEV RESIN TANK LT-JA
Za pravilno vstavitev tanka v tiskalnik sledite sledečim navodilom:
Preden vstavite tank zagotovite, da je držalo tanka pomaknjeno povsem na levo, medtem ko je držalo za brisalec pomaknjeno povsem v desno.
Vstavite tank s smolo v tiskalnik
- Odprite pokrov vašega Form2 tiskalnika. Tank primite za stranska držala. Brisalec naj prosto leži v tanku. Če imate smolo v tanku, lahko minimizirate možnost razlitja tako, da ga vstavite skupaj z pokrovom. Hkrati se vam bo tako tudi brisalec pravilno naravnal.
- Namestite tank v tiskalnik tako, da se štiri ”noge” tanka ujemajo s štirimi utori držala tanka.
- Tank previdno potisnite naprej, tako da se zaskoči za prej omenjene utore. Preverite na zaslonu, če je tiskalnik pravilno zaznal tank. Form2 bo zaznal tank samo takrat, ko je le-ta pravilno vstavljen
Priporočilo: Ko vstavljate tank s smolo v tiskalnik je priporočljivo preveriti, ali je optično okno čisto.
Vstavite brisalec
Ko ste pravilno vstavili tank, je potrebno vstaviti še brisalec. Sedaj lahko odstranite tudi plastični pokrov, če ga niste že.
Da pravilno vstavite brisalec v svoj zatič:
- Poravnajte brisalec z zatičem.
- Potisnite brisalec proti tanku, da se zaskoči v svoj zatič.
- Preverite, ali se je brisalec dobro zaskočil.
- VSTAVITE PLATFORMO
Ko ste enkrat uspešno vstavili tank in brisalec, vstavite še build platformo. Če je vaš tank stal dlje časa v shrambi, lahko smolo zelo nežno z priloženo lopatico premešate, da se odstrani kakršenkoli tanek film smole, ki se je nabral na dnu tanka. To se zgodi predvsem tankrat, ko je tank stal v shrambi več kot en teden, brez da bi bil uporabljen za tiskalnje. Mešanje in nežno odstranjevanje filma zagotavlja, da ima smola karseda uniformno sestavo preko celotnega volumna tanka.
OPOMBA: Uporabite le lopatice, ki imajo zaobljene robove, da se tako izognite poškodbam tankega zaščitnega filma.
ODSRANITEV RESIN TANK LT-JA
- ODSTRANITE PLATFORMO
Vedno najprej odstranite build platformo preden odstranite tank s smolo. S tem se izognemo morebitnemu kaplanju smole na optične površine tiskalnika
- ODSRANITE TANK S SMOLO
Ko ste enkrat odstranili platformo, lahko tank pokrijete s plastičnim pokrovom. S tem boste lažje naravnali tudi brisalec, hkrati pa boste minimizirali možnost razlitja.
Da odstranite Resin Tank LT:
- Primite tank za sprednja držala.
- Narahlo potisnite tank proti sebi, da se odskoči. Brisalec se pri tem samodejno odskoči.
- SHRANITE TANK SMOLO
Ko ste zakjučili z uporabo, je potrebno tank pravilno shraniti, da mu s tem maksimiziramo njegovo življensjsko dobo.
SHRANJEVANJE TANKA S SMOLO
Tank shranjujte v relativno hladnem in temnem prostoru (tank ne izpostavljajte sončni svetlobi). Uporabite plastičen pokrov, da tank pokrijete. Tanke lahko tudi shranjujete tako, da jih namestite enega na drugega.
Tanke vedno shranjujte s pritrjenim plastičnim pokrovom. Ogrodje samega tanka je sicer zavarovano pred različnimi valovnimi dolžinami svetlobe na njegovih straneh – temu ni tako na njegovi spodnji strani, kjer je akrilično okno, kakor tudi ne na zgornji strani, saj je tam odprt. Ko shranjujete tank izven vašega tiskalnika, ga zaščitite tudi pred okoljsko svetlobo, ki lahko degradira materialne lastnosti smole, ki je trenutno v tanku.
Tanek shranjujte na čistih in ravnih površinah tako, da preprečite dostop svetlobe v tank iz spodnje strani. Izberite si lokacijo, ki je izven direktne sončne svetlobe, kot je npr. v originalni embalaži tankao oz. v kakšni omari ali kakšnem drugem zaprtem prostoru. Tanka ne polagajte na abrazivne površine ali na površine, na katerih je tank. Tank je priporočljivo položiti npr. na krpo iz mikrovlaken.
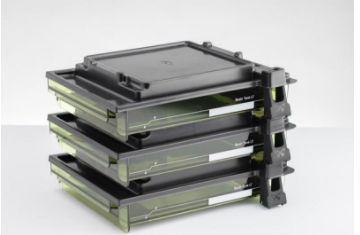
Pravilno shranjevanje večih tankov, enega na drugega.

Pravilno shranjevanje tanka skupaj z build platformo.
ŽIVLJENJSKA DOBA SMOLE ZNOTRAJ TANKA
Shranite smolo, kateri življenjska doba še ni potekla, v samem printerju oz. tako, kot je bilo opisano v prejšnjih točkah. Za podrobnosti si lahko ogledate sledečo povezavo: https://formlabs.com/materials/standard/#data-sheets
Odsranite ali porabite odvečno smolo, če želite tank s smolo shraniti za več kot dva meseca. Ne prilivajte ali zlivajte dodatne smole v tank.
ŽIVLJENJSKA DOBA SAMEGA TANKA
Vsi tanki s smolo so dejansko potrošni material. Za Resin Tank LT lahko pričakujete življenjsko dobo od 20000 do 30000 plasti, preden začne obraba tankega filma negativno vplivati na vaše printe.
Življenjsko dobo samega tanka lahko podaljšate z pravilnim ravnanjem ter shranjevanjem.
VIR
https://support.formlabs.com/hc/en-us/articles/115001502750-Resin-Tank-LT-Overview-and-Setup
Razlika med PA6, PA66, PA11 in PA12 materiali pri 3D tisku
Pregled
PA6, PA66, PA11 in PA12 so komercialna imena za vrsto najlonskih materialov, primernih za 3D tisk. Številke v imenu teh materialov predstavljajo število ogljikovih atomov, ki se jih doda v monomer pri proizvodnji teh materialov. Različna razmerja med ogljikovimi atomi da posameznemu najlonskemu materialu njim specifične materialne lastnosti.

Glavne lastnosti omenjenih najlonskih materialov
- Fleksibilnost
- Dobra odpornost proti udarcem
- Dobra odpornost proti abraziji
- Dobra odpornost proti kemikalijam
- Dolgoročna trdnost ter vzdržljivost materiala
- Dobra odpornost proti vlagi
- Odlična dimenzijska stabilnost
Kaj so PA6 in PA66 najlonski materiali?
PA6 najlnon je material z visoko trdnostjo ter dobro odpornostjo proti abraziji. Ima izboljšan izfled površine kakor tudi boljšo obdelovalnost v primerjavi z PA66 materialmom. Prav tako ima boljše termične lastnosti, saj se ga lahko obdela pri nižjih temperaturah (za 27°C nižjih temperaturah v primerjavi z drugimi podobnimi materiali). Zaradi tega pride do manjših deformacij, razlog pa je v zgradbi materiala, saj je njegova sestava manj kristalinična. Vendar pa ima zaradi tega material najlon 6 manjši modul elastičnosti, prav tako pa hitreje vpija vlago v primerjavi z najlonom 66. Vlaga na material vpliva kot nekakšen mehčalec, posledično pa se materialu zaradi tega zmanjša natezna trdnost in togost, poveča pa se mu raztezek. Vlaga sicer zmanjša mnoge lastnosti materiala, vendar pa je vlaga hkrati odgovorna za del trdnosti materiala, saj poveča efekt plastifikacije materiala. Ko se odstotek vlage zvišuje, pride do velikega skoka v odpornosti na udarce ter boljše splošne absorbcije energije. Ti materiali imajo efekt vlage že predhodno vračunan pri sami proizvodnji, zato se s tem uporabnik ne rabi preveč ukvarjati.
Najlon PA66 je eden izmed najbolj vsestranskih inžinirskih termoplastičnih materialov. Je izjemno popularen na vseh večjih trgih, kjer se uporabljajo termoplastični materiali. Zaradi odličnega ravnovesja med trdnostjo, duktilnostjo ter odpornostjo proti toploti, je najlon 66 izvrstna alternativa mnogim kovinskim materialom. Najlon 66 je moč izjemno lahko procesirati. Ima tudi širko okno, v okviru katerega je možno ta material procesirai. To omogoča, da lahko ta material uporabljamo za različne aplikacije, vključno za kompleksne kose s tankimi stenami, kakor tudi za npr. večja ohišja z debelejšimi stenami.
Najlon PA66 je prav tako izjemno lahko modificirati oz. spreminjati po meri – vanj lahko vnašamo raznorazna polnila, vlakna, notranje lubrikante ter modifikatorje zunanjih udarcev. Kot primer lahko omenimo, da če v najlon 66 vnesemo vlaknene ojačitve, se trdnost materiala lahko poveča tudi do petkrat. Togost materiala se lahko izboljša do 10x. Z različnimi modifikatorji za odpornost na udarce, se duktilnost materiala približa polikarbonskim materialom. Z vnosom notranjih lubrikantov se izboljša že tako odlična odpornost na obrabo, izboljša pa se tudi odpornost na trenje. Zaradi vsestranskosti je ta material primeren za skoraj vse aplikacije, ki zahtevajo visko trdnost, duktilnost ter odpornost na toploto ter kemične snovi.
Kakšne so glavne razlike med PA6 in PA66 materiali?
PA66 v primerjavi z PA6:
- absorbira nekoliko manj vlage
- višji modul elastičnosti
- boljša odpornost proti obrabi
- boljša kratkoročna odpornost proti toploti
PA6 v primerjavi z PA66
- boljša duktilnost (zaradi boljše trdnosti)
- boljša dologoročna odpornost na toploto
- boljša odpornost na udarce pri nizkih temperaturah
- boljša kvaliteta površine
- boljša odpornost proti raztezkom
- boljša odpornost proti UV svetlobi (odvisno od dodatkov v materialu)
- nižja cena
Kaj so PA11 in PA12 najlonski materiali?
Najlon PA11 pride v obliki finega bioplastičnega poliamidnega prahu. Ta material je eden izmed redkih inžinirskih materialov, ki so osnovani na biološki osnovi, predvsem iz recikliranih materialov, kot so razna zelenjavna olja, predvsem iz ricinusovega olja. To olje pride iz zrn ricinusa (rastlina).
Najlon PA12 pride v obliki belkastega, finega prahu, ki je osnovan predvsem na nafti. Podobno kot PA11 je ta material optimiziran kot material, primeren za lasersko sintranje. Najlon PA12 proizvaja veliko različnih podjetij, vodilni proizvajalci pa so podjetja Arkema in Evonik, PA11 pa izključno proizvaja le Arkema.
PA11 ima podobne lastnosti kot PA12, vendar pa ima PA11 manjši negativni vpliv na okolje, porabi manj neobnovljivih surovin za njegovo proizvodnjo ter ima veliko boljšo termično odpornost. PA11 ohranja svojo stabilnost pri navadni svetlobi, UV svetlobi ter različnih vremenskih pogojih. Prav tako ima material dobro elastičnost, visok raztezek, preden pride do trajnih deformacij, kakor tudi boljšo trdoto. Nadalje ima material odlično odpornost na kemične snovi, predvsem pa je odporen na ogljikovodike, aldehide, ketone, alkohole, goriva, detergente, olja, maščobe, mineralne baze ter soli.
Po drugi strani pa najlon PA12 ohranja neverjetno trdnost tudi pri izjemno nizkih temperaturah (tudi daleč pod ničlo). Glavne karakteristike tega najlona pa so visoka trdnost, togost, odpornost na razpoke, ko je material obremenjen z mehanskimi napetostmi in odlično dolgoročno stabilnostjo. Nadalje pa je material zaradi nizke koncentracije amidov (amidi so organske spojine, ki vsebujejo dušik) izjemno odporen na vlago (absorbira je zelo malo), odporen pa je tudi na številne kemikalije, kot so hidravlična olja, nafta, goriva, maziva, slana voda ter topila. Ima dobre lastnosti za dušenje zvoka ter vibracij. Ima zelo dobro obdelovalnost.
Kakšne so glavne razlike med PA11 in PA12 materiali?
PA11 v primerjavi z PA12:
- nizka absorbcija vode za najlonski material (cca. 2.5% nasičenost)
- dobra odpornost na UV svetlobo (tudi v primerjavi z drugimi najlonskimi materiali, ne samo PA12)
- visoka trdnost
- boljša odpornost na toploto
- manjši vpliv na okolje
- porabi manj surovin pri njegovi proizvodnji
PA12 v primerjavi z PA66:
- dražji
- nižja trdnost
- možna uporaba pri nizkih temperaturah
Vse najlone je možno ojačati z vnosom steklenih in karbonskih vlaken – z njimi je možno izboljšati njihove mehanske in termične lastnosti. Drugi materiali, ki jih lahko vnesemo v najlon, so tudi PTFE in molibdenov disulfit – ti materiali izboljšajo predvsem odpornost na trenje ter boljšo odpornost na obrabo.
Markforged – diagnosticiranje propadlih printov
Markforged 3D tiskalniki so sposobni natisniti visoko kvalitente, funkcionalne kose. Vendar pa moramo zato periodično poskrbeti, da je naš tiskalnik ustrezno vzdrževan, ter da so vse nastavitve ustrezno nastavljene.
Včasih se seveda zgodi, da nam naši tiski propadejo. Pogledali si bomo najpogostejše napake, ki se pojavijo na kosih, ter postopke, kaj narediti, da se kaj podobnega v prihodnosti ne zgodi.
NAJPOGOSTEJŠE NAPAKE NA PRINTANIH MODELIH
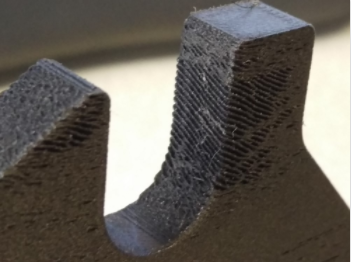
1. NAZOBČANA POVRŠINA OZ. GRADNIKI KOSA NIMAJO NA SEBI DOVOLJ MATERIALA
Ta problem se pojavi predvsem takrat, ko tiskalnik ne more izstisniti dovolj materiala skozi glavo tiskalnika. Rezultat je nazobčana površina oz. slaba kvaliteta površine.
Najpogostejši razlogi:
- Plastična šoba je zabita z materialom oz. šobi je potekla življenjska doba
- Moker ali vlažen material
- Material se je zapletel na kolutu oz. se je kako drugače zapletel ali zataknil
- Esktruder ali izstiskalec materiala se je pokvaril
Koraki za odpravo težave:
- Preverite, ali ima material prosto pot za pretok. Zagotovite, koluta z materialom pri vrtenju nič ne omejuje.
- Izvedemo rutino ”Wet Plastic Purge Line” (https://support.markforged.com/hc/en-us/articles/213527243).
- Če linije materiala pri tej rutini ni, ali pa je material komaj viden, lahko zamenjamo šobo.
- Če linija materiala prikazuje znake mokrega ali vlažnega materiala, moramo zamenjati material. (OPOZORILO: zamenjamo tudi vrečkice za vlago!).
- Izvedemo rutino ”Calibration Extrusion”, s katerim preverimo delovanje ekstrudorja za plastični material na podlagi njegove teže (https://support.markforged.com/hc/en-us/articles/207985456).
- Če je teža materiala ustrezna, preverimo, če je miza ustrezno vzdrževana in če je naravnana.
- Če temu ni tako, nas pokličite za podporo.
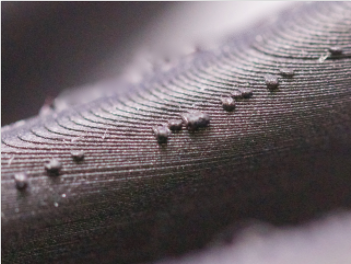
2. NA KOSU SO VIDNE MAJHNE PLASTIČNE BUNKICE ALI KROGLICE
Na kosu se pojavijo majhne bunkice oz. kroglice. Najpogosteje se to dogaja takrat, ko ekstrudirna glava naključno prekine svoje pomikanje, medtem pa še vedno ekstrudira material na model. Ta problem se naj nebi dogajal po posodobitvi firmwar-a na verzijo 2f8137.
Najpogostejši razlogi:
- Starejše verzije firmwar-a
Koraki za odpravo težave:
- Ponovno zaženemo printer.
- Posodobimo firmware (https://support.markforged.com/hc/en-us/articles/208290503).
3. POVRŠINA IZGLEDA NATRGANA, POSAMEZNA VLAKNA ŠTRLIJO IZVEN SAMEGA MODELA – ”Stringing”
Posamezna vlakna štrlijo izven samega modela ali znotraj modela med posameznimi gradniki. Do se zgodi, ko tiskalnik nanese na model nehote preveliko količino materiala ali pa takrat, ko šoba prepušča material. Drugi vzrok je lahko ta, da plastika stoji predolgo v ogreti ekstrudirni glavi tiskalnika. To se lahko pojavi tudi takrat, ko se kos ne pritrdi popolnoma na delovno mizo.

Najpogostejši razlogi:
- Moker ali vlažen material
Koraki za odpravo težave:
- Zamenjamo material.
- Odstranimi vrečkice za sušenje iz posode z matrialom. Strogo uporabljamo samo vrečkice, priporočene s strani Markforged-a.
- Zagotovimo, da je cev za dodajanje materiala pravilno nameščena v ekstrudirno glavo.
- Zagotovimo, da je posoda z materialom pravilno zaprta.
- Ko odpremo nov paket z materialom preverimo, da na ovoju ni kakršnih koli lukenj ali drugih poškodb.
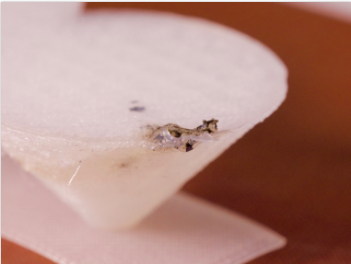
4. ZAŽGANA PLASTIKA
Plastika izgleda zažgana – na modelu je rjava ali črna umazanija. Večinoma takšna napaka ne vpliva na funkcionalnost modlea, pokvari pa aestetični izgled modela.
Najpogostejši razlogi:
- Slabo ali nepravilno naravnana oz. skalibrirana miza
- Moker ali vlažen material
- Umazane ali zabite šobe
- Deformacija modela
Koraki za odpravo težave:
- Očistimo in po potrebi zamenjamo šobo. Enako naredimo za ekstrudirno glavo.
- Skalibriramo mizo.
- V programu Eiger pri nastavitvi tiska uporabimo funkcijo ”Brim”.
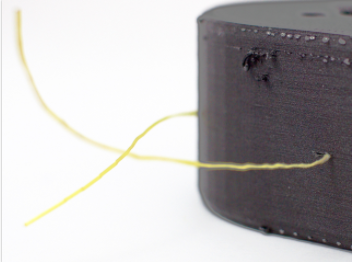
5. VLAKNENI ”REPI”
T.i. ”repi” posameznih vlaken materiala nastanejo takrat, ko se posamezne plasti materiala nepravilno nanesejo na model. Še en razlog je tudi v tem, da se posamezna vlakna nepravilno odrežejo iz ekstrudirne glave. Ta defekt je značilen predvsem za material ”Fiber”. Defekt izgleda tako, da posamezna vlakna štrlijo izven modela.
Najpogostejši razlogi:
- Odrezovalnik vlaknenega materiala (”Fiber Cutter”) ne deluje več
- Vlakneni material se ne pritrdi na model
Koraki za odpravo težave:
- Ročno zaženemo odrezovalnik materiala. Postopek ponovimo večkrat, da preverimo pravilno delovanje servo motorja
- Na zaslonu tiskalnika si izberemo možnosti ”Menu->Utilities->Actuate Fiber Cutter”
- Pritisnemo na gumb ”Next”, da prvič ročno zaženemo odrezovalnik
- Pritisnemo na gumb ”Retry”, da ponovimo postopek, če je to potrebno
- Pritisnemo na gumb ”Done”, ko smo zaključili s testom
- Odstranimo kakršnakoli vlakna, ki so umazala mizo kot rezultat testa
- Če s tem nismo rešili problema, pokličite našo podporo
- Zagotovite, da je miza pravilno skalibrirana in naravnana. Zagotovite, da je višina šob primerna.
6. DIMENZIJE VLAKEN SO ZAMAKNJENE OZ. NEPRAVILNE
Šoba za vlakna je skalibrirana glede na šobo za plastiko v smeri X in Y osi. Tiskalnik vsebuje neko vrednost ”offset-a” oz. zamika šobe za vlakna, da tako skompenzira dimenzijsko razliko med šobama. Če je ta vrednost slabo skalibrirana oz. nastavljena, se vlakna ne bodo nanesla na model na pravilnem položaju oz. v okviru pravilnih dimenzij. V ekstemnih primerih lahko šoba nanaša vlakna povsem izven samega modela.
Najpogostejši razlogi:
- Višina šobe za vlakna je nastavljena previsoko
Koraki za odpravo težave:
- Skalibriramo mizo. Poženemo testni print za pregled poravnave mize.
- Skalibriramo višino šobe za vlakna. Postopek je na sledeči povezavi: https://support.markforged.com/hc/en-us/articles/213753723
7. NA MODELU SO VIDNI OSTANKI VLAKEN
Ostanki vlaken se na modelu se pojavijo takrat, ko šobi za vlakna in plastiko nista medsebojno pravilno naravnani. Ostanki vlaken izgledajo kot majhni skupki ali bunkice materiala, ki so vidni na zunanji površini modela. Najpogosteje se ostanki pojavijo tam, kjer ekstrudirna glava konča hod svoje orodne poti.

Najpogostejši razlogi:
- Višina šobe za vlakna je previsoka
- Miza je nastavljena previsoko
Koraki za odpravo težave:
- Skalibriramo mizo ter poženemo testni print kalibracije mize.
- Izvedemo proceduro kalibracije višine šobe za vlakna (https://support.markforged.com/hc/en-us/articles/213753723).
8. VLAKNENI MATERIAL MANJKA NA SAMEM MODELU
Če manjkajo posamezne plasti vlaknenega materiala, razlog najpogosteje tiči v napačnem delovanju ekstruderja oz. v zabiti šobi. Manko vlaknenega materiala lahko povzroči dislokacijo ter trganje materiala, ki lahko celo poškuduje sam tiskalnik.

Najpogostejši razlogi:
- Zabita šoba z vlakni
- Eksruder vlaken ne deluje več
- Zmanjkalo je materiala
Koraki za odpravo težave:
- Očistimo šobo:
- Markforged tiskalniki imajo nameščen poseben program, ki vodi uporabnike skozi postopek čiščenja šobe. Za dodatne informacije, se prosim poslužite sledečega članka: https://support.markforged.com/hc/en-us/articles/211083503
- Če tiskalnik ni zaznal zabite šobe, preverite samo šobo ter plastično cev, kjer potuje material, da le-ta ni zamašena. Za dodatne informacije, se poslužite sledečega članka: https://support.markforged.com/hc/en-us/articles/208342693
- Ponovno namestite vlakneni material. Če ekstruder materiala ne potegne skozi glavo in šobo, pokličite našo podporo.
- Ponovno naložite material.
9. DISLOKACIJE MATERIALA
Do dislokacije materiala pride takrat, ko je tiskalnik zaznal kolizijo med ekstrudirno glavo ter modelom, ki se trenutno tiska. Med tiskom se tiskalnik na vsakih 5 plasti mateirala za trenutek ustavi, da preveri kakršnekoli potencialne kolizije ter dislokacijo materiala. Če printer zazna, da je prišlo do kolizije, se bo tiskalnik ustavil ter nam javil ustrezno napako. Če imate tiskalnik nameščen preko vaše mreže, vam bo napako poslal preko elektronske pošte. Uporabniki, ki printajo v načinu ”Offline” preko USB-ja, ne bodo dobili tega obvestila.

Najpogostejši razlogi:
- Nepravilno skalibrirana miza
- Nepravilno vzdrževanje mize
- Orientacija modela
- Oblika modela
- Na mizi se nabirajo kupčki ”garolita” (garolit je tanka plast, ki se pojavi, ko se lepilo posuši)
Če se dislokacija pojavlja samo na enem specifičnem kosu:
- Če se kos deformira ali vzdigne iznad mize:
- V programu Eiger vklopimo funkcijo ”Brim”
- Spremenimo naklon podpor znotraj Eiger-ja v načinu ”Part View” – zagotovimo, da so podpore medsebojno manj oddaljene druga od druge
- Če ima kos premajhne kote ali zaokrožitve ali radiuse, ki se natisnejo kar čez druge gradnike kosa:
- V Eiger-ju spremenimo kot podpor bližje 45° iznad mize
- Zmanjšamo zaokrožitve oz. radiuse na modelu ter jih zamenjamo s posnetji
- Spremenimo orientacijo kosa v Eiger-ju.
- Če to ne odpravi težav, pokličite našo podporo.
Če se dislokacija pojavlja na vseh kosih:
- Zagotovite, da je miza pravilno skalibrirana ter da je višina šobe za vlakna na pravilni višini.
- Zagotovite, da je miza čista in da ste dobro nanesli lepilo.
- Zagotovite suhost mateirala.
- Ročno premikajte glavo tiskalnika da tako preverite, če se lahko glava premika preko celotne površine mize brez problemov.
- Zagotovite, da se ne pojavljajo na mizi kupčki ”garolita”.
- Če to ne odpravi težav, pokličite našo podporo.
10. PROPAD PODPOR
Podpore propadejo takrat, če se le-te odlepijo od mize ali če niso dovolj močne, da držijo ostali kos pokonci. Propad podpor navadno pomeni tudi propad celotnega kosa, včasih pa se zgodi, da se kos vseeno do konca pravilno natisne.
Najpogostejši razlogi:
- Nepravilna kalibracija mize
- Moker ali vlažen material
- Slabo vzdrževanje mize
- Orientacija in oblika kosa
Koraki za odpravo težave:
- Zagotovimo, da je miza pravilno skalibrirana ter da je šoba z vlakni na pravilni višini.
- Poskrbite, da je material suh.
- Zagotovite, da je miza čista ter da ste nanesli dovolj lepila.
- Spremenite orientacijo kosa ali spremenite njegovo geometrijo tako, da bodo podpore čim krajše ter čim manjše.
- Spremenite kot podpor znotraj Eiger-ja v načinu ”Part View” tako, da bodo le-te čim krajše ter čim manjše.
11. SLABA ADHEZIJA KOSA
Če je kontakt med mizo in prvo plastjo kosa slab, se lahko celoten kos odlepi od mize. To lahko pripelje do premikanja kosa po celotni mizi. Če se to zgodi, lahko pride do hudih dislokacij na kosu. Po mizi in včasih po celotnem delovnem prostoru tiskalnika bo nanešen material v grobi obliki pajkove mreže.
Najpogostejši razlogi:
- Nepravilna kalibracija mize
- Nepravilno vzdrževanje mize
- Neprimerna geometrija kosa ter nepravilne nastavitve tiska znotraj Eiger-ja
Koraki za odpravo težave:
- Zagotivite, da je miza pravilno skalibrirana ter da je šoba z vlakni na pravilni višini.
- Zagotovite, a je miza čista ter da ste nanesli dovolj lepila.
- V Eiger-ju pri nastavitvi kosa uporabite funkcijo ”Brim”.
- Spremenite orientacijo okosa tako, da je površina stika med kosom in mizo karseda velika.
12. DEFORMACIJA, ZVIJANJE KOSA
Do deformacij oz. zvijanja kosa pride takrat, ko se kos na enem koncu odlepi od mize ter se začne ”vihati” navzgor. To se zgodi predvsem takrat, ko se plastični material prehitro ohladi in posledično pride do deformacije kosa. Ko se print ohlaja ter posledično krči, pride do notranjih napetosti znotraj kosa, kar privede do zvijanja materiala. Eventuelno notranje sile postanejo tako velike, da se kos preprosto odlepi od površine mize.
Najpogostejši razlogi:
- Neustrezna geometrija kosa
- Slaba kalibracija mize
- Neprimerno okolje, v katerem je nameščen tiskalnik
- Plastični material
Koraki za odpravo težave:
- Zagotovite, da je miza ter okolje, v katerem je nameščen tiskalnik vsaj na sobni temperaturi.
- Nanesite debelejšo plast lepila. Zagotovimo, da lepilo pokriva celotno stično površino med kosom in mizo.
- Pustimo, da se kos do konca ohladi, preden ga odstranimo iz mize.
- Namesto ostrih robov na modelu uporabimo zaokrožitve.
- V programu Eiger uporabimo funkcijo ”Brim”.
- Spremenite obliko kosa tako, da mu dodate posnetja.
- Spremenite orientacijo kosa.
- Uporabite vlakna skupaj z materialom ”Onyx”, če imate možnost za to.
PreForm 2.14: Tiskajte do 30% hitreje
Formlabs je razvil lastno programsko opremo za pripravo 3D tiskov imenovan PreForm, katerega namen je karseda najbolj poenostaviti in avtomatizirati pripravo 3D tiska za Formlabsove tiskalnike Form 2, ki deluje na principu stereolitografije (SLA).
V zadnji posodobitvi programske opreme PreForm je prišlo do optimizaccije mehanike Form 2 tiskalnikov, kar zagotavlja hitrejše čase tiskov, dodana je bila možnost shranjevanja lokacije in nastavitev podpor, četudi zamenjamo material. Dodatno se je izboljšal izračun temeljnih podpor (temeljne plasti), kar zagotavlja lažjo ter bolj učinkovito pripravo tiska, kakor tudi post procesiranja natisnjenih kosov. Nova verzija PreForma prav tako podpira nove barvne materiale ter material ”Black” verzije v4.
OPTIMIZIRANO PREMIKANJE PLATFORME ZA HITREJŠE TISKANJE
Ko tiskamo na tisoče plasti, se pri času končnega tiska takoj pozna, če za posamezne plasti tu in tam zmanjšamo čas tiska za pol sekunde ali sekundo. Formlabs je pri PreForm-u 2.14 porabil kar nekaj časa, da je zoptimiziral pomike platforme, brisalca ter drugih komponent tiskalnika. S tem so dosegli manjši čas tiska za 5-30%.
Krajši čas tiska se najbolj pozna predvsem pri večjih kosih z velikim številom plasti (npr. pri uporabi višine plasti 25 ter 50 mikrometrov), medtem ko je čas tiska za povprečno velike kose zmanjšan za od 15 do 20%.
OHRANITEV NASTAVITEV IN LOKACIJ PODPOR, TUDI TAKRAT, KO ZAMENJAMO MATERIAL
Različni materiali zahtevajo različne nastavitve ter lokacije podpor. Prejšnje verzije programske opreme PreForm so samodejno izbirsale nastavljene podpore, potem ko smo zamenjali material, četudi smo želeli natisniti enak kos. To je pomenilo izgubo časa, saj smo tako morali za vsak nov material ponovno nastavljati podpore.
V PreForm-u 2.14 je sedaj možno nastavitve podpor ”uvoziti”, potem ko zamenjamo material.
Poglejmo si primer. Na spodnji sliki je viden kos, ki je bil začetno narejen z uporabo materiala ”Tough V5”. Če ste nato želite zamenjati material, npr. na ”Durable V2”, vam je program javi sledeče opozorilo:
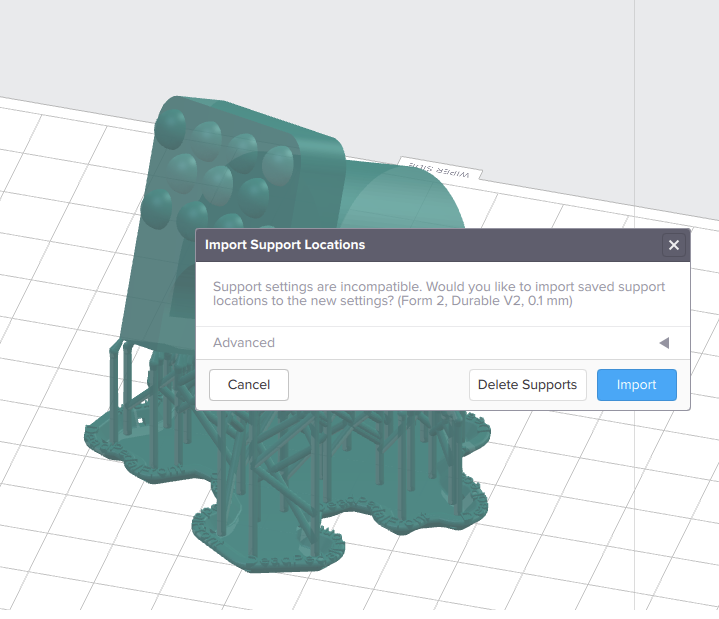
Slika 1: Pogovorno okno, ki se nam pojavi pri spremembi materiala
S klikom na možnost ”Delete Supports” boste izbrisali vse nastavljene podpore. To pomeni, da morate podpore ponovno nastavljati, ali z uporabo možnosti za samodejni izračun podpor ali pa ”na roke”, da tako dosežete optimalne nastavitve za posamezni material.
S klikom na možnost ”Import” pa se vam bodo prejšnje nastavitve podpor ohranile ter prenesle na kos, ki bo narejen z novim materialom. Same podpore so nato samodejno ponovno nastavljene tako, da se ustrezno skladajo s parametri na novo izbranega materiala – tako se izognemo ponovnemu nastavljanju podpor.
Še vedno pa je priporočljivo, da preverite možnost ”Printability” znotraj uporabniškega vmesnika (vidna mora biti kljukica – to pomeni, da je kos pravilno nastavljen ter pripravljen na tisk), potem ko ste zamenjali material. To je pomembno predvsem zato, ker nekateri materiali potrebujejo veliko večje število podpor kot drugi. Pri takih primerih je priporočljivo, da sami vseeno dodate še nekaj podpor za optimalen tisk.
Kliknite na možnost ”Advanced” če želite manipulirati z naprednimi nastavitvami podpor ter jih v tem pogovornem oknu še dodatno optimizirate.
IZBOLJŠANE TEMELJNE PODPORE
PreForm 2.14 vsebuje številne izboljšave temeljnih podpor, ki povezujejo glavne podpore z platformo, na kateri se gradi sam kos oz. model. Robovi so sedaj bolj zaobljeni, dodane pa so bile tudi manjše luknjice na sami temeljni podpori, kot je vidno na spodnji sliki:
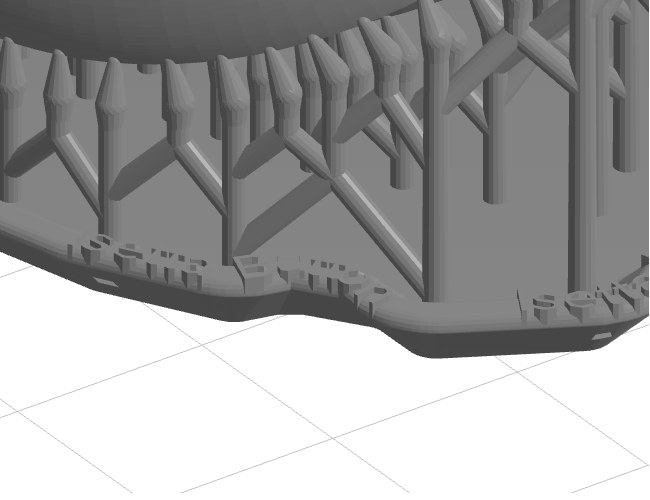
Slika 2: Tekst in luknjice na temeljni podpori
Z izčrpnim testiranjem je Formlabs ugotovil, da te spremembe zagotavljajo, da se kos bolje obdrži na sami delavni platformi. S tem se izognemo številnim težavam, ki so se pojavljale predvsem pri kosih večjih dimenzij in nenavadnih oblik.
Na novo je bil dodan tekst, ki se samodejno prikaže in nato natisne na temeljni podpori – ta tekst predstavlja ime datoteke, ki smo jo naložili na tiskalnik. To lahko pripomore k boljšemu razpoznavanju kosov predvsem takrat, ko tiskamo večje serije podobnih si kosov. Če želite, lahko ta tekst poljubno odstranite z izklopom možnosti ”Base Label”.
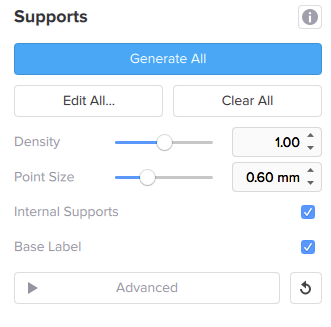
Slika 3: Lokacija funkcije ”Base Label”
ROČNO NAVIGIRAJTE SKOZI PLASTI Z ”SLICER”-JEM
To je priročno orodje, ki ga lahko najdete na desni strani PreForm uporabniškega vmesnika. Z njim lahko ročno nastavljate številko posamezne plasti, kakor tudi navigirate skozi posamezne plasti tiska, ter tako pregledate, če je tisk nastavljen tako, kot želite.

Slika 4: izgled orodja ”Slicer”
IZBOLJŠAN PRIKAZ SAMEGA TISKA
Poleg že obstoječe možnosti pregleda, ko nas program opozori, če se kosa ne da natisniti oz. kjer kos potrebuje dodatne podpore (rdeče obarvana območja), nova verzija PreForma zagotavlja detekcijo t.i. minimumov (kjer je kos preveč konkaven) in t.i. ”skodelic” (”cups”), t.j, kjer je kos preveč izbočen oz. konveksen.
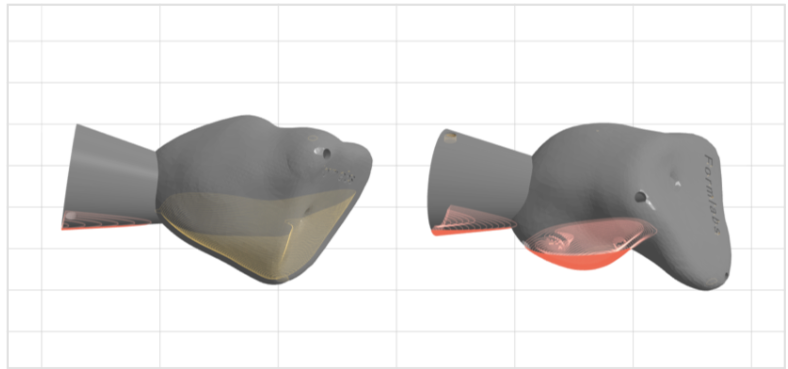
Slika 5: prevelika izbočenost kosa (oranžna barva, levo), prevelika vbočenost kosa (rdeča barva, desno)
VIR: https://formlabs.com/blog/preform-214-new-bases-faster-prints/