
Termoplasti so močni, obstojni, prožni in odporni proti UV-žarkom – kombinacija lastnosti, ki jih naredi idealne za funkcionalne dele. Smole za 3D-tiskanje niso mogle konkurirati tem vrhunskim lastnostim – do danes.
(more…)SLA
Razlike med SLA in MSLA tehnologijo

Pri 3D tiskanju s smolo obstaja več različnih tehnologij. Najpogostejši so procesi SLA, DLP ali MSLA, ki se razlikujejo glede na to, kateri vir svetlobe ali postopek strjevanja fotopolimera se uporablja. Poleg tega so številna velika podjetja v panogi razvila tudi lastne rešitve za aditivno proizvodnjo s smolo, z manjšimi spremembami, ki omogočajo, da jih je mogoče patentirati kot lastniške tehnologije. Takšen je primer BCN3D s svojim postopkom 3D tiskanja VLM, Prodways s sistemom MovingLight ali Carbon s sistemom DLS. Vendar se želimo danes osredotočiti na dve posebni metodi, in sicer SLA in MSLA. Čeprav se morda slišita znano, sta si v resnici izredno različna. Podrobneje si oglejmo, kako delujeta, kakšne so njune podobnosti in kako se razlikujeta med seboj.
(more…)Primerjava tehnologije 3D tiskanja: FDM proti SLA
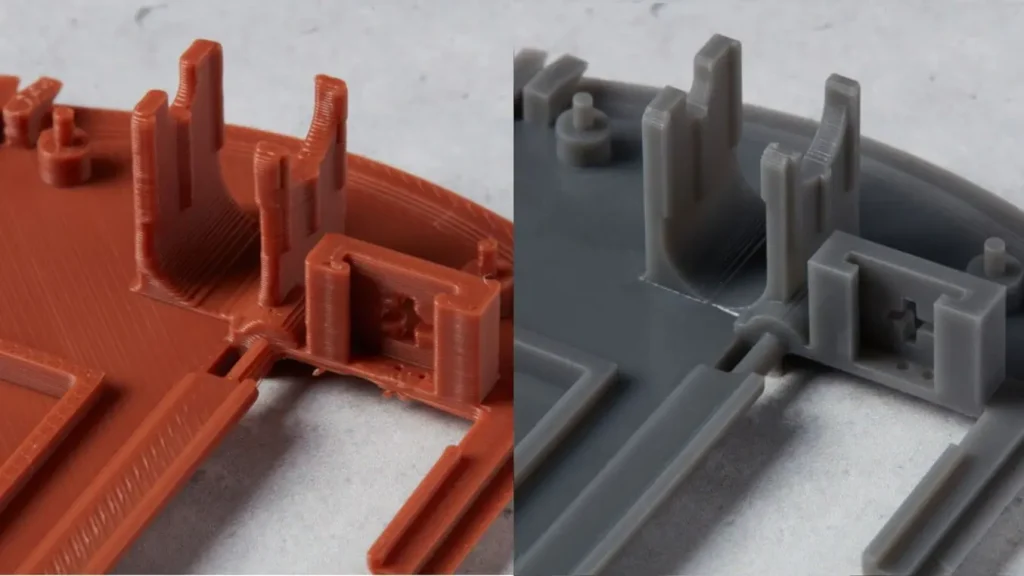
FDM 3D-natisnjeni deli (levo, natisnjeni s PLA) imajo običajno bolj grobo površino kot SLA deli (desno, natisnjeni na Form 4 z Grey Resin V5).
Vse tehnologije 3D tiskanja imajo prednosti in slabosti, kako torej veste, katera je prava za določeno aplikacijo? Pri izbiri med dvema najpogosteje uporabljenima tehnologijama 3D-tiskanja; modeliranjem s spajanjem slojev (FDM) in stereolitografijo (SLA), na koncu pretehtajo detajli v procesu tiskanja in materialnih lastnosti.
(more…)3D tisk varilnih šablon z Rigid 10K Resin

Proizvodni pripomočki, kot so šablone in vpenjala, so ključnega pomena pri obdelavi kovin za zagotavljanje natančnosti, ponovljivosti in učinkovitosti. Toda izdelava šablon in napeljav s tradicionalnimi metodami je časovno in finančno potratna, šablone pa so omejene na striktno geometrijo. Red Oak Fabrication je strojna delavnica v jugozahodni Iowi, ki uporablja stereolitografsko (SLA) 3D tiskanje za izdelavo šablon po meri; za desetino cene in časa CNC obdelave, ter v zapletenih geometrijah in organskih oblikah.
(more…)Priročnik za 3D tisk prozornih izdelkov

Prozorni materiali kot je steklo ali PMMA imajo v industriji, potrošniški uporabi in zdravstvu širok spekter uporab in aplikacij. Prototipiranje ali proizvodnja majhnih serij takih izdelkov pa je z uporabo tradicionalnih metod lahko drago in neučinkovito. Poraja se vprašanje: ali je možno 3D tiskati prosojne izdelke? Odgovor je da, seveda s pravo tehnologijo in materiali.
(more…)Posodobljena enota za pranje Form Wash (2nd Gen)

Formlabs ponosno predstavlja prihod druge generacije avtomatske pralne enote za namizne tiskalnike Form Wash (2nd Gen). Nova enota omogoča hitrejše in bolj zanesljivo pranje izdelkov, ne glede na uporabljen medij. Form Wash (2nd Gen) je kompatibilen z najnovejšim Formlabs SLA namiznim tiskalnikom Form 4, kot tudi s tiskalniki Form 2 in Form 3/B/+. Natisnjene izdelke lahko perete skupaj s platformo ali pa jih odstranite s platforme in perete v namenski pralni košarici.
(more…)Mehanske zmogljivosti materiala Alumina 4N Resin pri ekstremnih temperaturah

Alumina 4N predstavlja revolucijo v svetu 3D-natisnjene keramike. Uporabniki lahko zdaj prvič izkoristijo cenovno dostopno proizvodnjo izdelkov iz aluminijevega oksida 99,99-odstotne čistosti.
Tradicionalne metode izdelave keramičnih delov vključujejo drage postopke litja, stiskanja ali brizganja. Ti delovni postopki so običajno oddani v zunanje izvajanje specializiranim izvajalcem ter zahtevajo specializirano opremo in strokovno znanje. Inženirji in proizvajalci, ki potrebujejo le nekaj keramičnih delov so vezani na ceno in postopek, ki postaneta stroškovno učinkovita le pri velikih količinah. Kot pri mnogih drugih aplikacijah, lahko 3D-tisk tudi tu nudi rešitev za te neprijetnosti. Formlabs SLA tiskalniki omogočajo proizvodnjo keramičnih izdelkov izjemno stroškovno učinkovito.
(more…)Priročnik za uporabo keramičnega premaza Cerakote na 3D-natisnjenih delih SLA in SLS

Keramični premazi zagotavljajo učinkovitost in estetske prednosti za vrsto materialov. Zaradi odpornosti na kemikalije in temperaturo so deli s keramično prevleko idealni za širok spekter industrij, kot sta avtomobilska in vesoljska, kjer lahko ekstremna okolja poškodujejo dele, kot tudi potrošniške izdelke, kjer je vrhunska površina zelo pomembna.
(more…)