
“Castable Resin” material oz. material za odlivanje je primeren za printanje v velikih detajlih, zato je to popolna izbira za izdelavo modelov za odlivanje za nakit ter za kovinske izdelke.
NASTAVITVE 3D TISKALNIKA ZA FINE DETAJLE
Te nastavitve so na voljo pri uporabi materiala za odlivanje tipa FLCABL02 (“Castable Resin“). Sledeče nastaitve so optimizirane za printanje nakita s fokusom dosega gradnikov, ki so pomembni za zlatarje. Za večino oblik oz. modelov je optimalna višina posameznih plasti 50 mikornov – le-ta zagotavlja najboljše rezultate ter najbolj optimalne čase. Tabela 1 prikazuje priporočila, kdaj uporabiti 50 in kdaj 25 mikronsko višino plasti.
| Višina plasti 0.05 mm (50 mikronov | Višina plasti 0.025 mm (25 mikronov) | Minimalna velikost gradnika (v praksi) | |
| Roglji |  |
>0.4 mm | |
| Filigran | |
>0.2 mm | |
| Graviranje | |
||
| Površinski finiš | |
||
| Tekst | |
||
| Milgrain | |
Tabela 1: Priporočene višine plasti za posamezne gradnike
URNIK IZGOREVANJA
Spodaj prikazan urnik izgorevanja je bil narejen z uporabo prahu R&R Plasticast with BANDUST. Ta prah je bil posebej razvit za uporabo s fotopolimeri kot je “Castable Resin“.
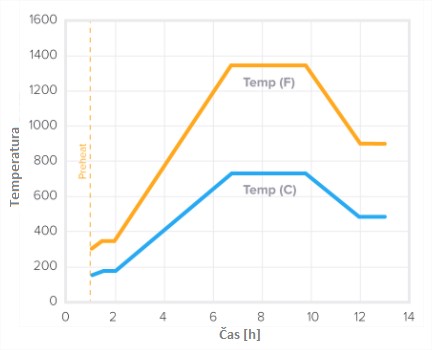
Slika 1: Urnik izgorevanja na grafu
| PROCES | ||
| Predgrevanje | 300°F | 167°C |
| Vnos bučke | 300°F | 167°C |
| 1. višanje temp. | 100°F/h | 56°C/h |
| 1. zadrževanje temp. | 350°F, 30 min | 177°C, 30 min |
| 2. višanje temp. | 210°F/h | 117°C/h |
| 2. zadrževanje temp. | 1350°F, 3h | 732°C, 3h |
| Nižanje temp. | -200°F/h | -111°C/h |
| 3. zadrževanje temp. | 900°F, 1h | 482°C, 1h |
Tabela 2: Urnik izgorevanja v tabeli
Priporočilo
Če naletite na težave s prikazano krivuljo izgorevanja, se lahko poslužite naslednjih korakov:
- Podaljšate čas 1. zadrževanja temperature.
- Post-curate vaše kose dalj časa. Priporočamo minimalni čas 120 minut, vendar pa kosi z debelejšimi stenami zahtevajo več časa. Ta korak je ključnega pomena pri pripravi kosa na izgorevanje.
- Če ne morete uporabiti prahu R&R Plasticast with BANDUST, poiščite alternativni prah, ki je prilagojen za uporabo na fotopolimerih. Poizkusite lahko tudi s prahi, ki se uporabljajo v dentalni medicini.
- Priprava tiska na vlivanje
Natisnite in končajte vaš kos
Priprava na vlivanje se začne z dobro dokončanim natisnjenim kosom. Natisnite vaš kos po standardnem postopku, z zagotovitvijo optimalne orientacije in podpor v programu PreForm.
Sledite sledeči proceduri post-tiska:
- Dovolite kosu, da se do konca posuši, po tem, ko ste ga odstranili iz IPA (izopropilni alkohol) kopeli.
- Post-curajte kos iz “Castable Resin” materiala minimalno 120 minut pri temperaturi 45°C pod lučjo valovne dolžine 405 nm. Čas curanja se spremina s specifikacijami posameznega izvora svetlobe. Majhni izvori svetlobe, kot so domači UV sušilniki lahko potrebujejo do 8 ur, da pravilno naknadno obdelajo kos, medtem ko industijske peči lahko potrebujejo le nekaj minut. Določena oprema pa lahko toplotno obdela posamezen kos na bolj uniformen način, če se kos sredi obdelave fizično zarotirajo.
Priprava modela za vlivanje:

- Dodajte cevke za vlivanje iz voska, kakor da bi vlivali vosek. Idealen položaj varira glede na geometrijo kosa.

- Pritrdite kos na osnovo iz gume z uporabo zmehčanega voska. Zagotovite, da je vosek kolikor se le da gladek.

- Pritrdite bučko za vlivanje na omenjeno osnovo.
- PRIPRAVA ODLITKA
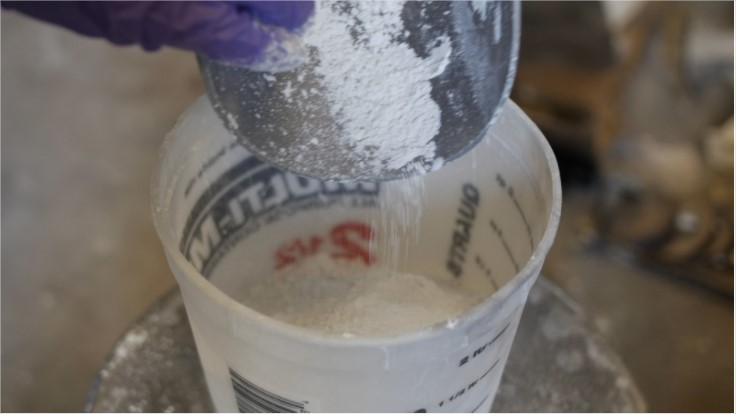
- Stehtajte in zmešajte prah glede na priporočila proizvajalca.

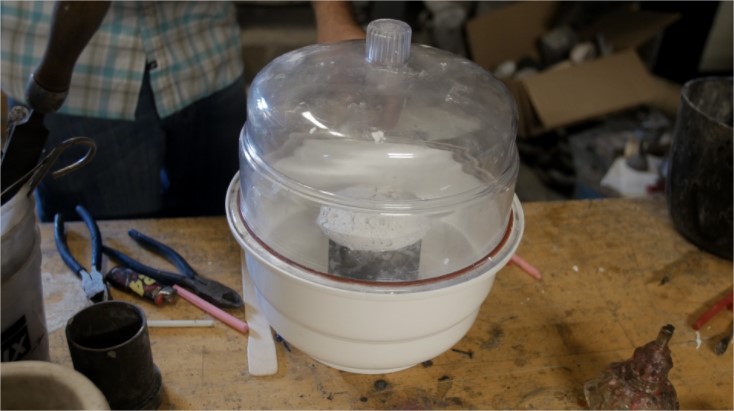
- Odstranite pline z namešanim prahom v vakuumski posodi.

- Zlijte mešanico v posodo za odlivanje.

- Ponovno odstranite vse pline v vakuumski posodi.
- Namestite bučko oz. posodo za vlivanje na ravno površino in pustite, da se suši. Pri tem upoštevajte navodila proizvajalca.
- Odstranite osnovo iz gume ter pustite, da se prah suši še dodatni dve uri.
- IZGOREVANJE

- Namestite bučko oz. posodo za vlivanje v peč ter segrevajte glede na navedeni urnik izgorevanja.
Opozorilo:
Neupoštevanje urnika izgorevanja lahko rezultira v poškodovanih kosih.
- Odstranite odlitek iz peči.
- Vlivajte po vašem postopku.
