
V panogah, kot so pomorske raziskave, podvodna robotika, inženiring trajnostnih tehnologij, naftna in plinska industrija ter obramba, je zelo razširjena potreba po majhni količini delov, ki so prilagojeni za ekstremne razmere. Čeprav nekatere tehnologije 3D-tiskanja predstavljajo idealno rešitev za te dele, je skupno dojemanje aditivno izdelanih delov, da so porozni in jih ni mogoče uporabiti v okoljih pod pritiskom.
S partnerstvom med Formlabs in Undersea Robotics and Imaging Lab (URIL) na Univerzi v Rhode Islandu so bili večdelni sklopi natisnjeni s tehnologijami FDM, SLA in SLS, ter preizkušeni v podvodno simulirani tlačni komori. Rezultati tega testiranja ter diagrami, priporočila za O-tesnila in smernice za načrtovanje so na voljo v beli knjigi.
Oblikovanje in izdelava vodotesnih delov po meri
Vodotesnost se nanaša na sposobnost predmeta, da prepreči vstop ali izstop vode v ohišje, in ima veliko opraviti s konstrukcijo ohišja ali sklopa v nasprotju s temeljno naravo materiala komponent. Če pa upoštevamo pritisk, ki mu bodo ti deli podvrženi, ko se spustijo pod površje, postanejo inherentne lastnosti materiala pomembnejše. Eksperiment URIL zajema zasnovo, metodo tesnjenja in lastnosti materiala.
Aplikacije za vodotesne dele
Vodotesni deli se uporabljajo v tako raznolikih scenarijih, kot so izvenkrmni motorji za čolnarjenje in rekreacijo, globokomorsko robotsko raziskovanje, podvodno fotografijo in drugo. Ko so deli vodotesni, lahko zadržijo tudi druge tekočine. So izjemno uporabni za aplikacije, kjer cevi prenašajo tekočine med komponentami.
3D-tiskanje omogoča preizkušanje novih in kompleksnih oblik opreme za testiranje in zbiranje vzorcev.
Za raziskovalne aplikacije na področju ekologije, geologije ali klimatologije je izdelava opreme po meri za preučevanje in vzorčenje pogosto pretirano draga. Ker je vsaka aplikacija edinstvena in se okolja, v katerih bodo nameščene, nenehno spreminjajo in jih je težko upravljati s površine, je treba podvodne ali tekoče komponente pogosto prilagoditi.
3D tiskanje vodotesnih delov pri NOAA
Znanstveniki in raziskovalci Atlantskega oceanografskega in meteorološkega laboratorija NOAA (AOML) in njihovih partnerskih institucij za boj proti izgubi koralnih grebenov, uporabljajo inovativne metode za raziskovanje koral v naravi, ter s pomočjo ustvarjenih pogojev pod nadzorovanimi nastavitvami v laboratorijih gojijo nove vrste koral, ki lahko bolje prenesejo današnja ekstremna okolja.


Raziskave AOML zahtevajo sofisticirano in pogosto prilagojeno opremo za spremljanje habitatov divjih koral.
AOML se je obrnil na 3D tiskanje, da bi olajšal svoje terenske in laboratorijske raziskave. Uporaba tiskalnikov Formlabs je pripomogla k standardizaciji, pa tudi izboljšanju natančnosti in primerljivosti njihovih poskusov ter olajšala razvoj novih tehnologij. Razpon materialov, ki so na voljo za tiskalnike Formlabs, olajša načrtovanje, ponavljanje in uvajanje 3D-natisnjenih vodotesnih delov.
Z uporabo štirih SLA tiskalnikov Formlabs in tiskalnika s selektivnim laserskim sintranjem (SLS) Fuse 1, Nate Formel in sodelavci AOML tiskajo ohišja za vzorčenje prilagojena za težke obremenitve, šablone za eksperimentalne senzorje in opremo ter prilagojene komponente za njihove interne akvarije — strukture, zgrajene za preučevanje primernosti koral, in metode za izboljšanje odpornosti koral ob naraščajočih temperaturah vode in ekstremnih razmerah spreminjajočega se podnebja.
»Zdaj imamo po meri narejene 3D-natisnjene komponente, ki imajo potrebne priključne točke in luknje, ki nam omogočajo zbiranje vzorcev vode. Prvotno zasnovo vzorčevalnika, ki je motivirala vse to, smo prenehali izdelovati za 1000 $ in začeli izdelovati za 220 $. To pomeni, da lahko imamo sedaj pet vzorcev, medtem ko smo prej imeli samo enega,« pravi Formel.
Trenutne metode izdelave za vodotesne dele
Trenutne metode za izdelavo teh vodotesnih komponent običajno vključujejo dobro znane tradicionalno proizvedene materiale, kot so kovina, brizgana plastika ali guma. Komponente množične proizvodnje so cenovno dostopne, vendar jih je težje konfigurirati, da ustrezajo posebnim potrebam specifične aplikacije. Pri sklopih z več prilegajočimi se deli so ti deli zatesnjeni skupaj s kombinacijo elementov vijačnih zvez, povezovalnih ali parnih elementov, O-tesnil.
Izbira O-tesnil je lahko izjemno težka, izbiranje pravih parametrov za vaše ohišje pa lahko zamudno. Priročnik o O-ringu Parker vsebuje na tisoče priporočil, ki temeljijo na stiskanju, premeru, debelini, materialu, tlaku itd. Postopek izbire O-tesnil po meri je tako težaven, da se mnogi zanašajo na standardizacijo in serijsko proizvedene komponente, kar omejuje zmogljivosti za inovacije in nove aplikacije.
Vodotesno 3D tiskanje: izbira prave tehnologije 3D tiskanja
Podvodne aplikacije so bile tradicionalno omejene na dobro financirane podvige, ki lahko izdelajo drage stroje in opremo po meri. 3D-tiskanje lahko to spremeni –omogoča izdelavo delov po meri za raziskave in razvoj po le delčku cene tradicionalnih metod. Za uspešno uvedbo 3D-natisnjene podvodne rešitve je treba natančno razmisliti o pravi vrsti 3D-tiskalne tehnologije in materiala.
Tako tehnologija SLA kot SLS se uporabljata v inženirskih in raziskovalnih disciplinah. Tehnologija SLS je odlična za proizvodnjo delov za končno uporabo v majhnih količinah, ima knjižnico znanih materialov, vključno z najlonom in TPU, ter ustvarja močne dele industrijske kakovosti. Tiskalniki SLA so odlični tam, kjer so potrebne gladke površine in zelo specifične lastnosti materiala. V tem preizkusu sta gladka površina delov SLA in njihova gostota omogočili dobro delovanje v okolju pri visokih tlakih. Tiskalniki za nanašanje plastičnega filamenta (FDM) se pogosto uporabljajo za hitro izdelavo prototipov, vendar ne ustvarjajo vodotesnih delov in se zato ne uporabljajo v vodotesnih aplikacijah.


Nanašanje plastičnega filamenta (FDM)
Najpogosteje znana oblika tehnologije 3D-tiskanja, nanašanje plastičnega filamenta (FDM), ne ustvarja vodotesnih delov. Iz te nezmožnosti je nastalo splošno napačno prepričanje, da 3D-natisnjenih delov na splošno ni mogoče uporabiti v vodotesnih aplikacijah. Tehnologija FDM iztisne staljeno plastiko skozi šobo in nanese plast za plastjo, vendar jih kemično ne veže skupaj.
Deli, natisnjeni s FDM, so anizotropni, kar pomeni, da imajo različne mehanske lastnosti glede na smer, v katero nanje vpliva mehanska napetost, in so manj gosti kot podoben predmet, izdelan z alternativnimi metodami. Ker plasti med seboj niso kemično povezane, lahko tekočine pronicajo na površino dela skozi mikroskopske vrzeli med plastmi. Ohišja, natisnjena na tiskalnikih FDM, torej niso vodotesna, razen če so deli temeljito naknadno obdelani in zatesnjeni z dodatnim korakom, kot je t.i. vapor-smoothing ali premaz. Ti deli bodo pod tlakom implodirali in počili vzdolž linij plasti.
Če želijo uporabniki ustvariti vodotesne dele s 3D-tiskalniki FDM, torej oblikovati dela brez rež, vrat ali drugih odprtin; »prekomerno ekstrudiranje« in uporaba debelejših plasti sta tehniki, s katerimi lahko poskusite izboljšati vodotesnost, skupaj z zahtevano dodatno naknadno obdelavo (glajenje, brušenje, premazovanje). Izbira filamenta, kot je PETG ali polipropilenski filament, je še en dober način za izboljšanje vodotesnosti, čeprav te metode ne bodo vzdržale v okoljih pod tlakom.
Stereolitografija (SLA)
Stereolitografski (SLA) 3D natisnjeni deli so vodotesni, ker je vsaka plast kemično povezana z naslednjo. Deli SLA so oblikovani s postopkom, pri katerem laser strdi tekočo smolo eno plast naenkrat – zamreži polimerne verige znotraj te plasti ter s plastmi neposredno pred in za njo. Ta postopek ustvari gladke površinske zaključke skoraj brez plastnih linij in neporozno površino, skozi katero voda ne more prodreti. Deli imajo izjemno dobre tolerance, zato je večdelne sklope, kot so ohišja, mogoče naviti enega na drugega brez ohlapa. V kombinaciji s tesnilom so ohišja popolnoma vodotesna in lahko prenesejo zelo visoke tlake.
Selektivno lasersko sintranje (SLS)
Tehnologija selektivnega laserskega sintranja (SLS) ustvari dele tako, da sintra prečni prerez dela na vrhu prahu, nato pa ga prekrije z novim prahom, da začne znova. Deli so nekoliko izotropni, vendar lahko kažejo razlike v mehanskih lastnostih glede na smer delovanja sile. Deli SLS so vodotesni, če so zasnovani z ustreznimi tolerancami in tehnikami tesnjenja.
Oblikovalski nasveti za 3D-tiskanje vodotesnih delov
Kot je bilo že omenjeno, je vodotesnost ohišja odvisna tako od vodoodpornih lastnosti samih komponent kot tudi od zasnove ohišja, in kako se le-te prilegajo skupaj. Tehnologije 3D-tiskanja SLA in SLS lahko ustvarijo komponente s tako ozkimi tolerancami, da so lahko ohišja s prepletenimi funkcijami ali tista z vijačnimi navoji popolnoma vodotesna brez dodatnih korakov. Vendar pa lahko v okoljih z izjemno visokim pritiskom, dodatni koraki, kot je uporaba O-tesnil, povečajo učinkovitost ohišij.
Oblikovanje ohišja
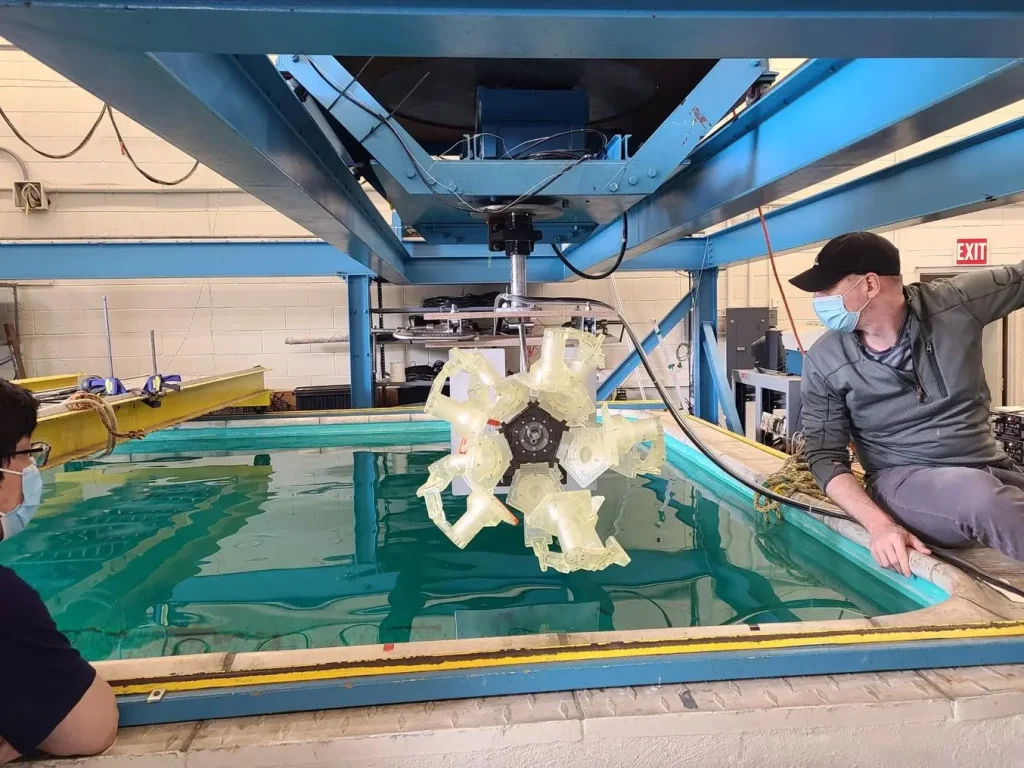
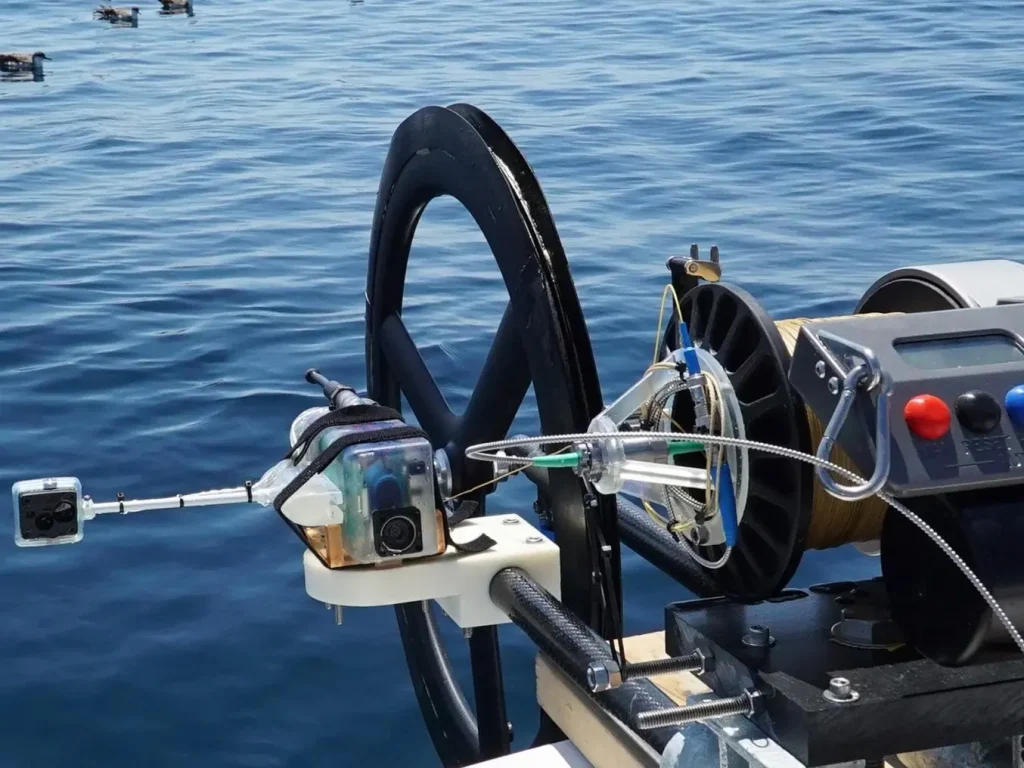
Laboratorij za podvodno robotiko in slikanje Univerze Rhode Island (URIL) ima poslanstvo demokratizirati globokomorske raziskave. Dostopni 3D-tiskalniki, kot sta Form 3+ in Form 3L, so omogočili oblikovanje in izdelavo zelo sofisticiranih orodij za globokomorsko raziskovanje ter delitev teh zasnov s širšo znanstveno skupnostjo.
URIL je objavil več dokumentov o svojih globokomorskih raziskavah, vključno z vodnikom za novo zasnovo za DEEPi, sistem za globokomorsko slikanje in nadzor, preiskavo uporabe pasivne stabilizacije za podporo tiskanja SLA na krovu premikajočega se plovila na morju in raziskavo o uporabi biomimikrije pri oblikovanju ograjenih prostorov, ki temelji na nautiloidnih oblikah.
Laboratorij za podvodno slikanje in robotiko je obe zasnovi – eno, ki se uporablja pri testiranju s tankimi stenami, in drugo, nepreizkušeno, z debelejšimi stenami – naredil odprtokodno in na voljo za javno reprodukcijo. Za dostop do modelov prenesite belo knjigo.
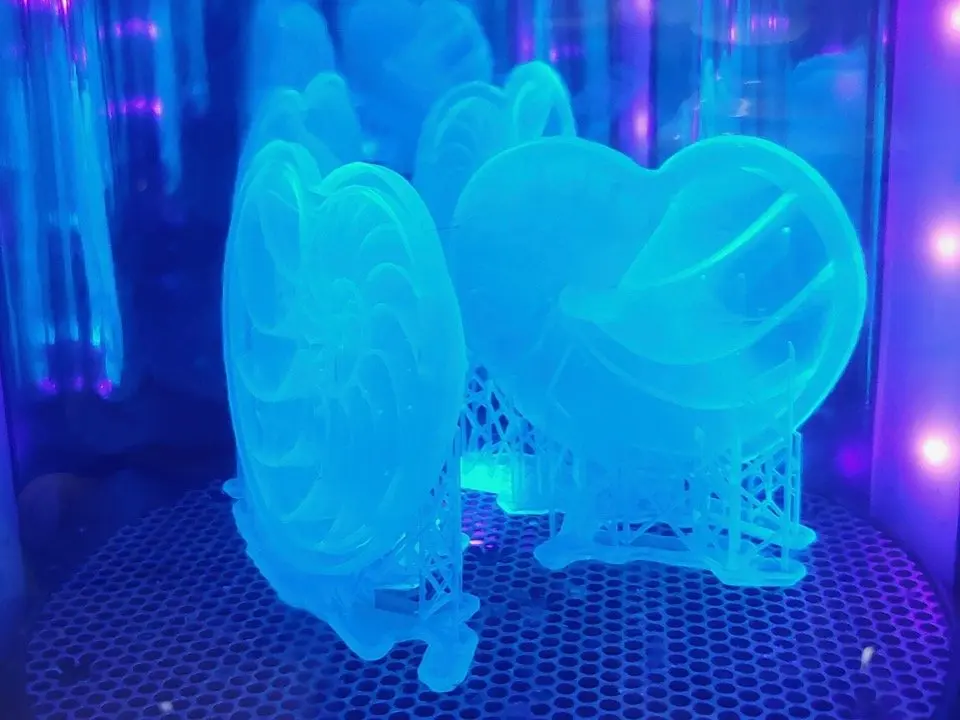


Skeniranje mehkužcev in uporaba digitalnega oblikovanja za poustvarjanje njihove geometrije za 3D-tiskanje lahko raziskovalcem pomaga razumeti, kako so se te živali razvile, da uspevajo v svojem negostoljubnem okolju.
Kako izbrati O-tesnila za 3D natisnjeno vodotesno ohišje

V laboratoriju za podvodno slikanje in robotiko URIL so z eksperimenti ugotovili, da se najbolje obnese O-tesnilo s čelnim tesnjenjem.
Ko sta izbrana notranji in zunanji premer ohišja, je mogoče na podlagi notranjega premera izbrati O-tesnilo. O-tesnilo se mora pravilno prilegati ploskvi med pokrovčkom in ohišjem. O-tesnilo z 2 pomišljaji ali tisti z delno širino ⅛” (0,139”) ustvarijo najbolj zanesljivo tesnilo za dele, natisnjene po SLA. Za posebna priporočila in ugotovitve iz URIL prenesite belo knjigo.
Vodotesno 3D tiskanje: testiranje in rezultati
Za izdelavo ohišij so bile uporabljene tehnologije 3D tiskanja FDM, SLA in SLS; prašek Nylon 12 GF je bil natisnjen na tiskalniku Fuse 1+ 30W SLS, medtem ko so bili drugi materiali (Grey Resin, Clear Resin, BioMed Amber Resin in Rigid 10K Resin) natisnjeni na tiskalniku Form 3+ SLA. Ugotovljeno je bilo, da deli, natisnjeni s FDM, natisnjeni na stroju Craftbot z uporabo filamenta PLA, absorbirajo vodo takoj po potopitvi, zato so bili izločeni iz testiranja.


Nylon 12 GF Powder (levo) je implodiral pri povprečno 1304 psi; BioMed Amber Resin (desno) je zdržal veliko višji pritisk, implodiral je pri povprečno 2907 psi.
Rezultati so pokazali, da sta tehnologiji SLA in SLS učinkoviti metodi za ustvarjanje vodotesnih ohišij v kombinaciji z O-tesnili, pri čemer je 3D-tiskanje SLA jasen zmagovalec, pri čemer nekateri deli preživijo ekstremni tlak, enak tistemu 4000 m pod morsko gladino.
Trši materiali SLA so se najbolje izkazali pod pritiskom, metode naknadne obdelave (kot je peskanje), pa lahko dodatno izboljšajo učinkovitost z zmanjšanjem površinske poroznosti.