V zadnjih nekaj desetletjih so bili pri 3D tiskanju ena izmed največja ovir materiali. Materiali so bili večinoma krhki in šibki za kar je omejevalo uporabnike za izdelavo le vizalnih prototipov in redko za funkcionalno in končno uporabo.
Z napredovanjem tehnologije so napredovali tudi materiali. Kvalitetni in močni materiali so sedaj dostopnejši tudi za širšo uporabo za mala podjetja, šole in univerze ter fizične osebe.
Sam dostop do kvalitetnih, močnih in funkcionalnih matiralo pa ni dovolj. Potrebno je tudi razumevanje tehnologije 3D tiska in pristop do ustrezne priprave modela ter tiska za optimalni izkoristek njegove zmogljivosti.
Podjetje Markforged je s svojo Continous Fiber Fabricuation (CFF) tehnologijo omogočil dostopno rešitev 3D tiskanja močnih kompozitnih kosov. Uporaba matrice Onyx iz plastike na osnovi najlona v kombinaciji z ojačitvenimi neprekinjenimi vlakni (Kevlar, karbon, steklena vlakna in HSHT steklena vlakna) lahko natisnemo kose, ki so lahko ekvivalenti moči in celo tožji od samega aluminija.

Graf: Trdnost in žilavost kontinuiranih vlaken Markforged je primerljiva s kovinami.
1. Orientacija modela
Osnove 3D tiskanja z FFF/FDM nas učijo o ustrezni orientaciji modelov glede na njihovo končno uporabo. Na to še posebej vplivajo obremenitve saj je ta princip aditivne tehnologije najšibkejši po Z osi, ko je kos strižno ali natezno obremenjen. Najmočnejši je pa po X in Y osi in tako kose ustrezno modeliramo in orientiramo pred 3D tiskom.
Markforged CFF tehnologija prav tako nanaša vlakna po XY ravnini. S tem vemo, da je potrebno model orientirati na način, da so obremenitve paralelne z delovno površino (XY ravnino) oziroma okoli Z osi.
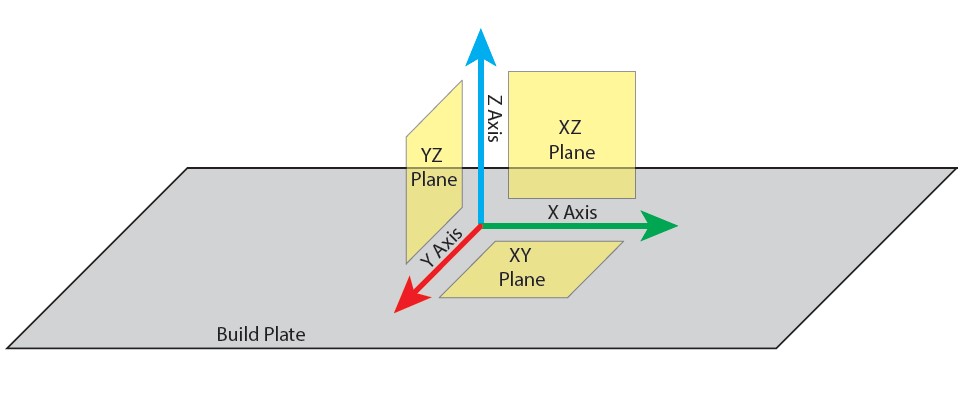
Slika 1: Vodilo za osi in ravnine FDM/FFF 3D tiskalnika.
2. Polnilo iz vlaken
Markforged CFF tehnologija ponuja dva tipa ojačevanja kosov z vlakni:
- Koncentrično
- Izotropno
Vsak tip ima svoje prednosti in z ustrezno uporabo lahko močno prihranimo na času in strošku tiska ter prav tako dosežemo potrebno moč in togost. Oba tipa je mogoče združiti in ročno določiti sloje ter gostoto v našem modelu.
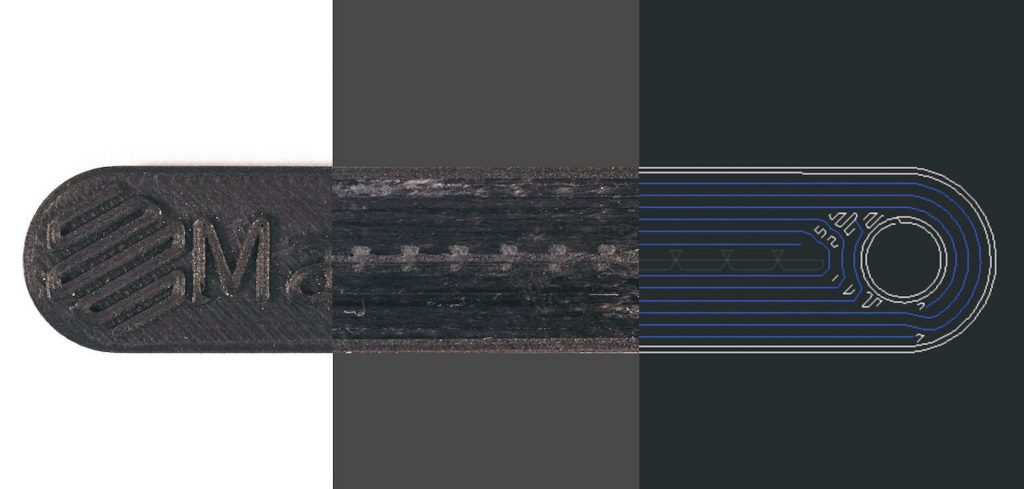
2.1. Koncentrično polnilo iz vlaken
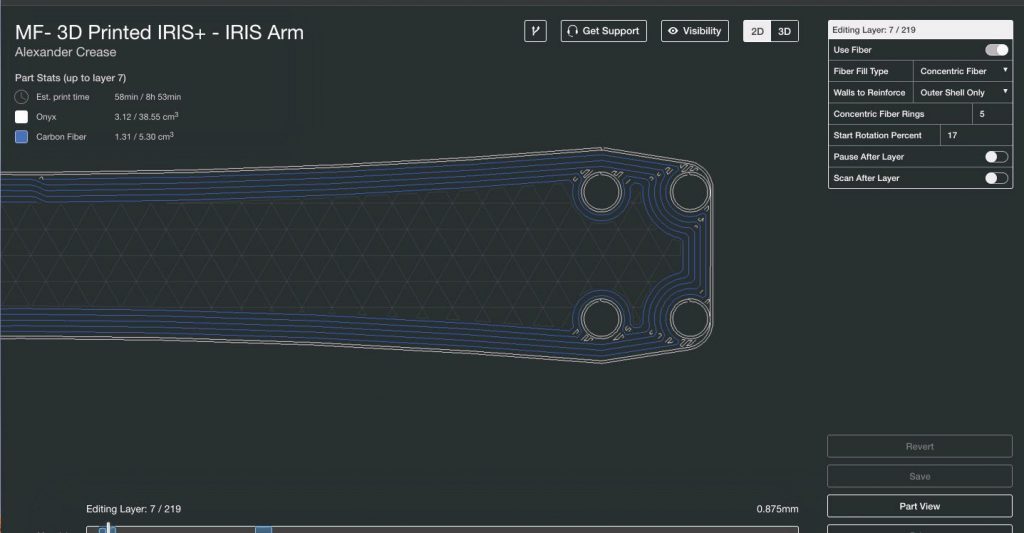
Slika 2: Odsek roke drona, ojačan s koncentričnim vlaknastim polnilom.
Koncentričen tip polnila iz vlaken je nanesen neprekinjeno ob notranji strani stene s spiralnimi gibi proti notranjosti modela. Poljubno lahko določimo število obkrožitev in izberemo ali želimo ta tip vlaken znotraj zunanje stene, samo okoli notranjih lukenj ali pa oboje.
S tem tipom polnila iz vlaken pridobimo toge stene modela, ki so odpornejše na deformacije. Prav tako je kos močnejši in tožji pri statičnih in dinamičnih obremenitvah po XY oseh.
2.2. Izotropno polnilo iz vlaken
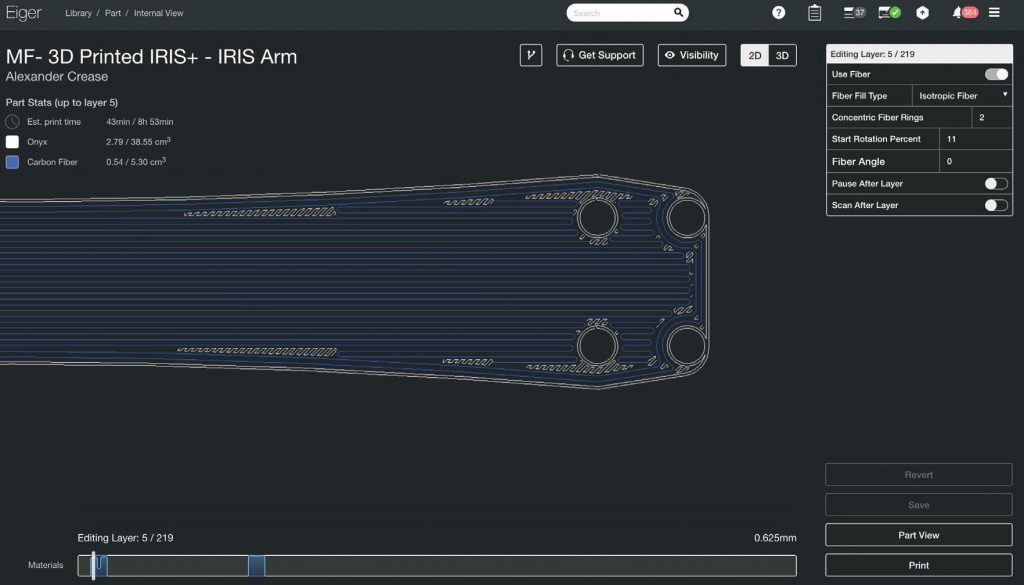
Slika 3: Odsek roke drona, ojačan s izotropnim vlaknastim polnilom.
Izotropni tip polnila je pa kot laminiran kompozit, kjer se po celotni plasti v eni smeri nanesejo vlakna in z vsakim slojem za nekaj stopinj rotirajo.
S tem tipom ojačite lahko pridobimo končne kose, ki se upirajo upogibom pravokotne na YX ravnino.
3. Osnovne tehnike določanja vlaken
Z ustrezno uporabo obeh tipov polaganja vlaken lahko pridemo do vrhunskih rezultatov z minimalnim materialnim stroškom. Možnosti je veliko in za začetek navajamo tri tehnike, ki so široko uporabljene tudi v tehnologijah izven 3D tiskanja.
3.1. Sendvič ojačitev
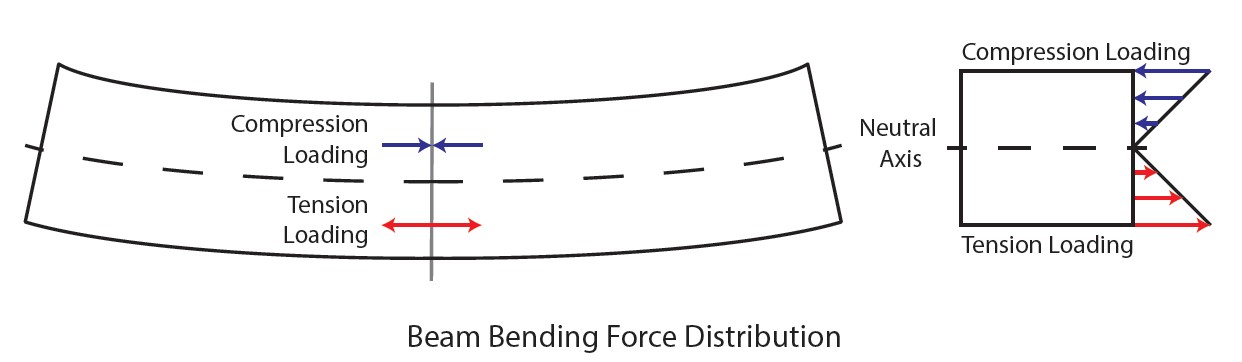
Slika 4: Porazdelitev upogibnih napetosti na profilu nosilca. Največje obremenitve zaradi upogibanja se pojavijo na vrhu in na dnu
površine nosilca, zato morajo biti ta območja najbolj ojačana.
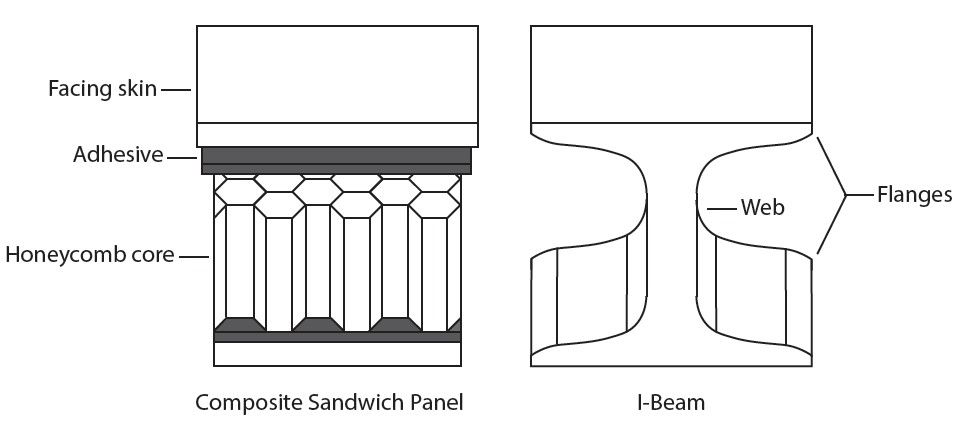
Ta način ojačitve je zelo reden tudi pri drugih kompozitnih materialih izven strok 3D tiska. Tukaj ojačimo zgornjo in spodnjo površino kosa saj sta pri upogibnih obremenitvah te dve največ izpostavljeni deformacijam, kar pa mi želimo preprečiti. Sistem bi lahko primerjali z I-profili v konstrukciji.
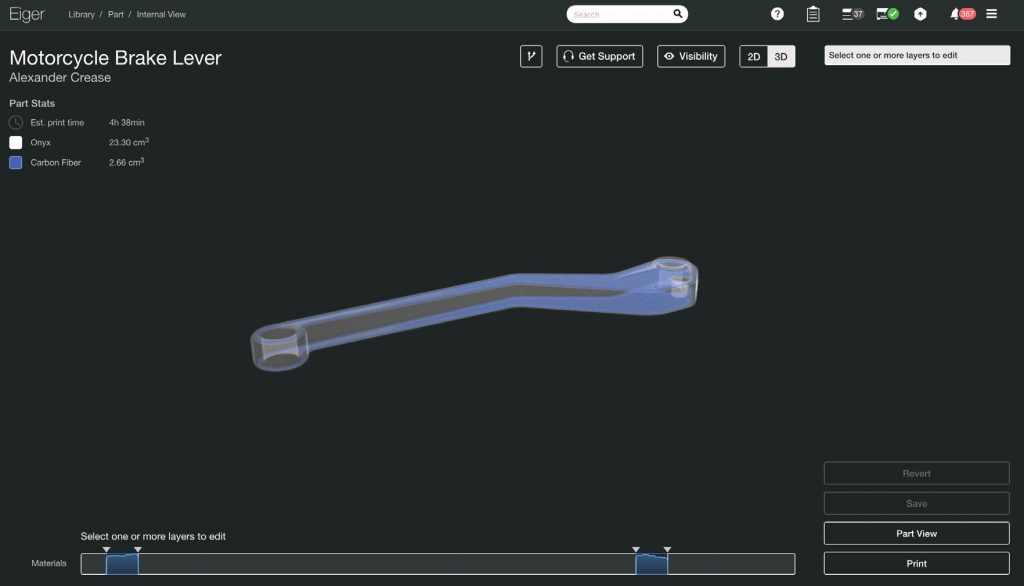
Slika 5: Za učinkovito upogibno trdnost mora biti sendvič plošči na zavorni ročici enakomerno ojačani.
S to ojačitvijo že močno zvišamo togost natisnjenih kosov. Dodatne ojačitve bodo prikazale le majhne izboljšave.
3.2. Ojačitev stene

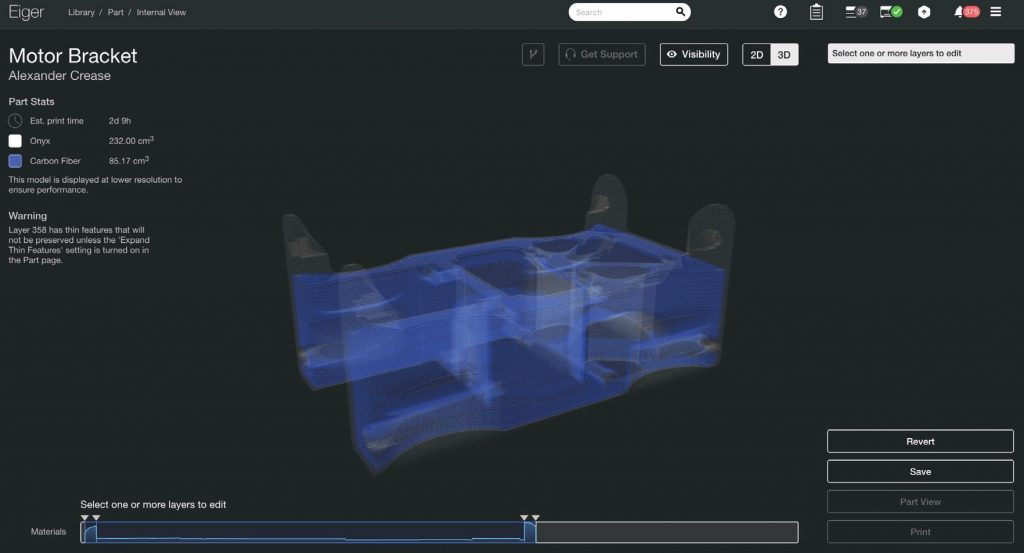
Slika 6: Zavorna ročica ojačana z izotropnimi vlakni za izboljšanje upogibne trdnosti.
Kadar pa želimo pridobiti moč in stabilnost okoli Z osi (oz. po X in Y ravnini) pa po celotni višini kosa dodamo vlakna po notranji strani stene z uporabo koncentričnega tipa polnila. Tako bo kos tog in močan proti nategom in obremenitvam po X in Y oseh. Sistem si lahko predstavljamo kot U-profilni elementi.
3.3. Lupinska ojačitev
Slika 7: Koncentrična vlakna med sendvič ploščami ustvarjajo ojačitveno lupino vlaken znotraj dela.
Ko potrebujemo vsestransko ojačitev pa enostavno združimo prejšnja dva omenjena tipa. S to kombinacijo bo kos vsestransko trpežen, tog in močan. Ta način je primeren tudi kadar nismo povsem prepričani kakšnim obremenitvam bo kos izpostavljen.
Te točke so odličen začetek pri optimalni ojačitvi z minimalnim stroškom, časom tiska z ohranjeno minimalno težo kosa. Kolikor je seveda potrebno se število ojačitvenih slojev ali sten poveča.
Želite več informacij?
Za dodatne informacije o Markforged produktih nam pišite na elektronsko pošto info@ib-caddy.si ali nas pokličite na telefonsko številko 01 566 12 55.
