Za 2 osne operacije pod zavihkom ”NC” v pogovornem oknu ”Operation Parameters” se nahajajo parametri, ki vplivajo na izvoz NC kode. Možnost CNC kompenzacije velja za ”Thread Mill” (rezkanje navojev), ”Contour Mill” (konturno rezkanje) ter ”Rough Mill” (grobo rezkanje) operacije, katerih vzorec orodnih poti je nastavljen na ”Pocket In/Out” ali ”Spiral In/Out”.
Možnost ”Toolpath center” je na voljo samo za ”Contour Mill” ter ”Thread Mill” operacije. Možnosti ”Gouge check” ter ”Add tool radius to leadin/leadout” možnosti niso na voljo le za ”Thread Mill” operacije.
Če želimo zagotoviti, da bo naša kompenzacija orodja vidna tudi v NC kodi, je potrebno za ”Rough Mill” operacije izbrati pod poljem ”Pattern” ustrezne možnosti: to so ”Pocket In”, ”Pocket Out”, ”Spiral In” in ”Spiral Out”. Nastaviti je potrebno tudi točke približevanja in oddaljevanja orodja (”Entry Point”, Retract Point”). Prav tako mora post procesor podpirati kakršnekoli nastavitve, ki jih naredimo v okviru kompenzacije orodja.
”CNC compensation” možnost (velja samo za operacije ”Thread Mill”, ”Contour Mill” ter ”Rough Mill”)
Polje je vidno na sliki 1. Ta možnost nam omogoča vklop in izklop možnosti kompenzacije polmera rezilnega orodja znotraj NC kode.
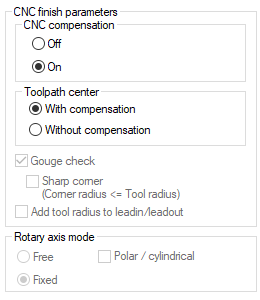
Slika 1: Polje ”CNC finish parameters”.
Če si izberemo možnost Off potem kompenzacija orodja ne bo aktivna pri izvozu NC kode. Če si izberemo možnost On pa bo kompenzacija orodja vplivala na izračun NC kode. Potrebno je omeniti, da CAMWorks ne podpira kompenzacije orodja za gravirane gradnike ter gradnike, izdelane na osnovi krivulj.
”Toolpath center” možnost (velja samo za operacije ”Thread Mill” in ”Contour Mill”)
S to možnostjo si lahko izberemo, ali bo center orodja na sami geometriji ali pa bo center orodja odmaknjen od geometrije za določeno vrednost.
Slika 2 prikazuje orodno pot z vklopljeno kompenzacijo orodja, medtem ko slika 2 prikazuje orodno pod z izključeno kompenzacijo orodja.
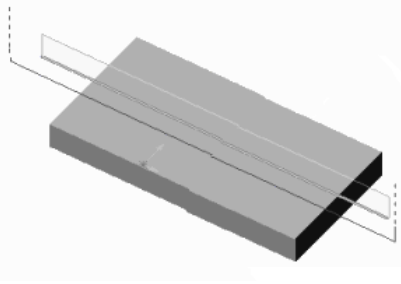
Slika 2: Primer orodne poti z vklopljeno možnostjo kompenzacije orodja.
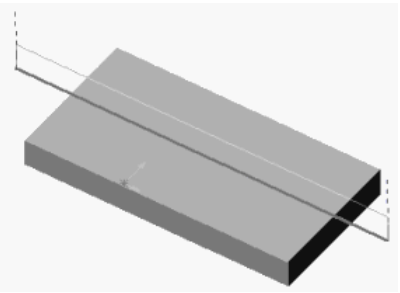
Slika 3: Primer orodne poti z izklopljeno možnostjo kompenzacije orodja.
Možnost ”Toolpath Center” se uporablja skupaj z možnostjo ”CNC compensation”. Možnost ”CNC compensation” nadzira, ali bo koda za kompenzacijo orodja vstavljena v NC kodo, ki jo želimo izvoziti. Možnost ”Toolpath Center” pa definira, ali bo orodje odmaknjeno za vrednost polmera orodja ali ne.
Kako funkcije ”CNC compensation” in ”Toolpath Center” vplivajo na obnašanje orodnih poti
- Če je izklopljena možnost ”CNC compensation”, potem v NC kodi ne bo kode za kompenzacijo – orodna pot bo tekla po robu posameznega gradnika
- Če je vklopljena možnost ”CNC compensation”, potem bo v NC kodi tudi koda za kompenzacijo. Orodna pot bo še vedno tekla po robu posameznega gradnika. Četudi je temu tako, CAMWorks prikaže odmik orodne poti za polmer rezilnega orodja. Ta prikaz je reprezentacija, kjer bo orodna pot dejansko tekla, ko imamo vklopljeno kompenzacijo stroja.
- Prikaz orodne poti se lahko spremeni s pomočjo možnosti ”Display cutter comp on first move” v zavihku ”Setup” vozlišča ”Machine”
- Ko obdelujemo gravure, odmika orodne poti ne moremo nastaviti. Center orodja bo namreč sledil konturi oz. obliki gradnika. Ko pa obdelujemo gradnike, ki so bili narejeni na osnovi krivulj (”Curve feature”), pa odmik orodja lahko nastavimo
Spodnja tabela prikazuje, kako vse te možnosti delujejo skupaj. Prikazan je tudi primer G-kode.
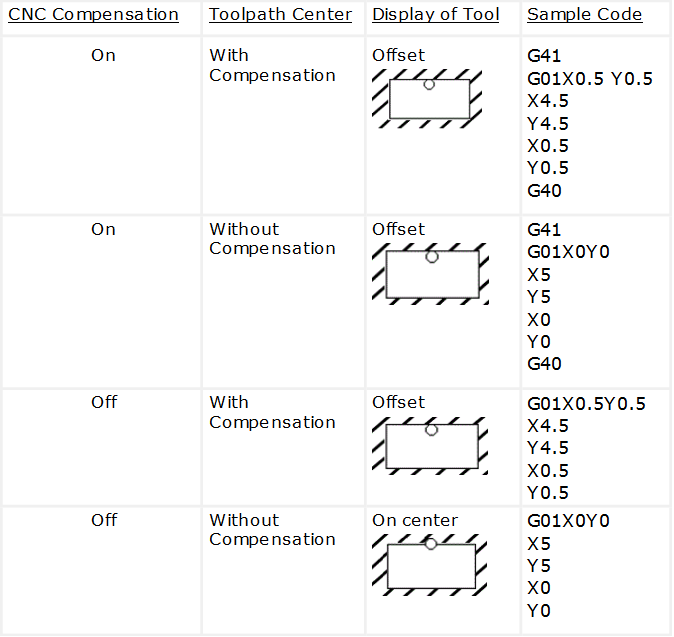
Tabela 1: Prikaz, kaj se zgodi, ko so vklopljene posamezne možnosti.
”Sharp corner (Corner radius<Tool radius)” (ne velja za ”Thread Mill” operacije)
Ta možnost je na voljo samo takrat, ko imamo vklopljeno možnost ”Gouge check”, v nasprotnem primeru ne bo na voljo.
- Ko je izklopljena možnost ”Sharp corner”, potem bo orodna pot, ki obdeluje gradnik vzdrževala pomik v obliki loka na robovih oz. posnetjih gradnika. Polmer tega loka bo enak polmeru orodja, ki se uporablja za obdelavo omenjenga gradnika
- Ko je vklopljena možnost ”Sharp corner”, potem bo orodna pot tekla v obliki ostrega kota. Za to morajo biti izpolnjeni sledeči pogoji:
- Možnost ”CNC compensation” je vklopljena
- Možnost ”Toolpath center” je nastavljena na ”Without compensation”
- Možnost ”Gouge check” je vklopljena
- Polmer posnetja v kotu mora biti manjši ali enak polmeru orodne poti
Obdelava kotov gradnika, ko je možnost ”Toolpath Center” nastavljena na ”Without compensation”
Ko je nastavljena ta možnost, bodo koordinate orodne poti tekle po robovih gradnika. Pod takšnimi pogoji, če je polmer posnetja kota manjši ali enak polmeru orodja, potem obstajata dve možnosti za prehod orodja preko takšnih kotov:
- Izračun hoda v obliki loka na robu oz. v kotu gradnika, ki ga obdelujemo. Polmer hoda v obliki loka bo enak polmeru orodja, ki se uporablja za obdelavo dotičnega gradnika.
- Izračun ostrega kota.
Uporabite možnost ”Sharp corner” v zavihku ”NC” za izbor metode za izračun orodne poti v kotih gradnika, ko je polmer posnetja ali gradnika manjši ali enak polmeru orodja, ki se uporablja za obdelavo dotičnega gradnika.
Možnost ”Gouge check” (ne velja za ”Thread Mill” operacije)
Možnost ”Gouge check” bo aktivna takrat, ko je aktivna tudi možnost ”CNC compensation”. Možnost ”Toolpath center” mora biti nastavljena na ”Without compensation”.
Ko se uporablja kompenzacijo CNC rezalnega orodja z polno kompenzacijo polmera orodja, večina strojnih orodij nima zmožnosti branja več kot eno ali dve linije vnaprej znotraj kode, kar lahko rezultira v tem, da se orodje zabije v obdelovanec. To se pojavi predvsem takrat, ko geometrija gradnika vsebuje območja, ki so tanjša oz. manjših dimenzij, kot je premer orodja.
- Ko je ta možnost vklopljena, potem bo orodna pot izračunana tako, da upošteva celotno geometrijo obdelovanega gradnika. Prav tako eliminira dele orodnih poti, ki lahko povzročijo, da se orodje zabije v kos zaradi prej omenjene omejitve strojnih orodij pri branju linij kode
- Ko ta možnost ni vklopljena, potem bo izvoz orodne poti v G-kodo enak geometriji gradnika, ki se ga obdeluje. Če gradnik vsebuje območja, ki so manjša od polmera orodja, potem obstaja možnost, da se bo orodje zabilo v gradnik
Dodajanje polmera orodja možnosti ”Leadin/leadout”
Operacija ”Contour Mill” omogoča upoštevanje polnega polmera orodja pri CNC kompenzaciji. Ko programiramo z upoštevanjem polne kompenzacije polmera orodja, večina strojnih orodij zahteva, da se premik linije in polmera loka premakne tako, da se upošteva ”leadin/leadout”. Omenjeni polmer mora biti večji ali enak polmeru orodja. Ta pogoj je definiran pri ”Contour Mill” operacijah takrat, ko je vklopljena možnost ”CNC compensation” ter da je možnost ”Toolpath center” nastavljena na ”Without compensation”. Za poenostavitev vnosa ”leadin” linije ter polmera loka, CAMWorks samodejno doda polmer orodja dolžini linije ter polmeru loka, ko je možnost ”Add tool radius to leadin/out” vklopljena.